Kuro briketų gamybos įranga
Kuro briketai – tai ypatinga kuro rūšis, kuri pamažu populiarėja. Granulės naudojamos privačių pastatų ir pramoninių pastatų šildymui. Produktai patrauklūs dėl prieinamos kainos ir puikių eksploatacinių savybių. Verta išsamiau apsvarstyti briketų gamybos ypatybes ir įrangos tipus.

Ekstruderio savybės
Pirmiausia verta išsiaiškinti, kas yra „Eurowood“. Tai visiškai aplinkai nekenksmingas kuras, kurio medžiaga naudojama:
- medienos ruošos atliekoms, kuriose yra pjuvenų, smulkių drožlių, žievės ir lapijos, taip pat dažnai naudojamos medienos apdirbimo metu likusios adatos;
- žemės ūkio produktus perdirbančių įmonių atliekos;
- šiaudai, nendrės, nedidelės durpinių dirvožemių frakcijos;
- paukščių išmatos, kurios susidaro dideliais kiekiais 1-2 kartus per sezoną.


Patobulinto kuro privalumai – mažas pelenų kiekis, ilgas tarnavimo laikas ir apie 10-15 kartų sumažėjęs anglies dvideginio išmetimas. Kuro briketų gamyba yra modernizuotas technologinis procesas, kurio metu galima suklijuoti daleles.
- Pirma, žaliava kruopščiai išvaloma, pašalinami nešvarumai. Taip pat šiame etape atliekamas preliminarus medienos atliekų smulkinimas į smulkias daleles.
- Toliau medžiaga džiovinama. Norint gauti norimą rezultatą, svarbu sumažinti drėgmės rodmenis iki 8-12%.
- Atliekos dar kartą susmulkinamos, kad išgautų dar smulkesnes frakcijas, kurias bus lengviau suspausti.
- Ketvirtasis etapas apima žaliavų apdorojimą garais, siekiant padidinti drėgmės indeksą iki tam tikrų verčių.
- Tik po to jie pradeda presuoti medžiagą naudodami ekstruderius - specialius įrenginius.
- Tada gatavi briketai atšaldomi ir baigiamas džiovinimas.
Paskutinis etapas yra gautų produktų pakavimas.


Dabar daugiau apie ekstruderį. Tai mašina, kurios pagalba galima suminkštinant arba lydant jai suteikti reikiamą formą. Procesas yra suspaustos masės išspaudimas per numatytas skylutes.
Žemiau pateikiami pagrindiniai spaudos konstrukciniai elementai.
- Maišytuvas. Užtikrina efektyvų kelių rūšių žaliavų maišymą ir leidžia gauti vienalytį mišinį.
- Matrica. Jos pagalba galima suteikti žaliavai reikiamą formą.
- Punch. Jis daro spaudimą pradiniam mišiniui.
- Darbinis mechanizmas su pavara. Būtina elektros energiją paversti mechanine energija, kuri yra suspaudimo jėga.
- Stanina. Pagrindas, ant kurio stovi likę konstrukciniai elementai.
Ekstruderyje taip pat yra korpusas, kaitinimo elementas, varžtas ir galvutė tam tikros formos briketams formuoti.
Presas – tai specialus aparatas, kurio pagalba briketai gaminami kompaktiškai, tinkami ilgalaikiam saugojimui ir naudojimui.
Presų veislės
Gamintojai gamina įvairių tipų mašinas kuro briketams gaminti. Pagal veikimo principą agregatai skirstomi į du tipus.
- Pertraukiami briketų įrengimai. Šiuo atveju įranga kartoja tą patį ciklą: pakrauna žaliavas, suspaudžia ir išleidžia gatavą gaminį iš formos. Pakartojimų skaičius neribojamas.
- Nuolatinis veiksmas. Šiai kategorijai priklauso ekstruderiai. Briketų gamybos procesas vyksta pridedant žaliavų į įrenginį, po to gaminį išspaudžiant. Taip pat įranga yra atsakinga už strypų pjovimą.


Savo ruožtu ekstruderiai taip pat skirstomi į skirtingas grupes.
vadovas
Šie mini presai yra paprasta plieno elementų struktūra, kurią sudaro:
- Spaudos forma;
- atraminė dalis;
- stūmoklis;
- rankena.
Jei reikia, tokį ekstruderį galima surinkti patiems. Įrangos pranašumai yra lengvas svoris ir patogus transportuoti. Įrenginys labiau tinka darbui su nedideliais kiekiais.


Hidraulinis
Jie išsiskiria tuo, kad yra stūmoklinis siurblys, kurį naudojant galima reguliuoti įrenginio veikimą. Konstrukcijoje taip pat yra elektros variklis ir bakas su hidrauline alyva. Mašinų savybės:
- nenutrūkstamas briketų gamybos būdas;
- sukurti pastangas spausti anglį ar kitas žaliavas pumpuojant naftą į specialią ertmę;
- didelis specifinis slėgis - iki 1500 kg / cm2.
Norint gauti briketus, žaliava kraunama į presą iš anksto apskaičiuotomis porcijomis. Po suspaudimo mašina išleidžia gatavas granules. Pagrindinis hidraulinės mašinos privalumas yra maža kaina. Gamintojai taip pat atkreipia dėmesį į galimybę gaminti briketus plytų pavidalu, o tai labai supaprastina medžiagos transportavimą ir saugojimą. Tarp minusų yra nedidelis pasirodymas.


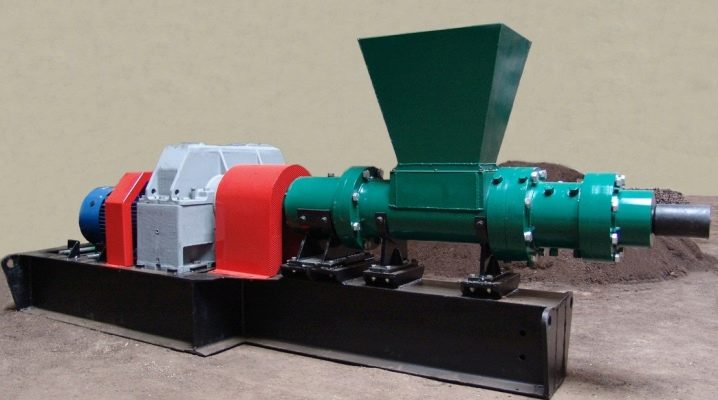
Smūginis-mechaninis
Skirta briketų formavimui pagal smūginės ekstruzijos principą. Preso konstrukcijoje yra stūmoklis, kuris yra horizontaliai cilindro pavidalo siurblio viduje. Pagrindiniai tokių vienetų parametrai:
- medžiagos gamybos būdas yra tęstinis;
- darbinis korpusas - alkūninis velenas su švaistikliu;
- maksimalus slėgis - 2500 kg / cm2.
Įranga pagal kainą priklauso vidutinio segmento įrenginių kategorijai. Tuo pačiu metu mašina demonstruoja puikų našumą, gali dirbti su dideliais žaliavų kiekiais.


Atskira kategorija – sraigtiniai ekstruderiai, per kuriuos galima organizuoti nenutrūkstamą briketų gamybos srautą. Besisukantis sraigtas mašinoje veikia kaip darbinis korpusas, o maksimalus slėgio indikatorius siekia 3000 kg / cm2.
Presas yra pagrįstas ekstruzijos principu:
- sraigtas suspaudžia mišinį;
- komponentai išspaudžiami į specialią skylę - štampą;
- kūginė kanalo forma užtikrina reikiamą žaliavos suspaudimą, formuojant briketą.


Panašus veiksmas realizuojamas įkalant pleištą į lizdą. Sraigtinių mašinų privalumai yra šie:
- didelio tankio briketų gamyba, leidžianti pasiekti ilgą medžiagos degimą ir didesnį šilumos perdavimą;
- padidėjęs našumas, dėl kurio per laiko vienetą galima gauti daugiau briketų nei naudojant hidraulinį įrenginį;
- patikima rąsto forma - 6 pusių skerspjūvis su kiauryme centre, kuri užtikrina oro srautą į vidinius sluoksnius.
Sraigtinio ekstruderio išskiriama medžiaga visiškai sudega ir beveik nepalieka pelenų.
Vienintelis įrengimo trūkumas yra didelė kaina.

Euro kuro medienos gamybos įrangos rinką atstovauja platus ekstruderių asortimentas. Todėl ne visada lengva nuspręsti, kuris modelis bus optimalesnis patikimam ir greitam procesui. Pirkdami presą, turėtumėte atsižvelgti į šiuos dalykus.
- Variklio galia. Tai tiesiogiai priklauso nuo grandinės pertraukiklio, esančio prie įėjimo į namą, pralaidumo svirties, kurią taip pat lemia kabelių skerspjūvis. Geriausias variantas yra sraigtai: jie turi maksimalų veikimo rodiklį.
- Matmenys. Maži įrenginiai tinka naudoti namuose, galite teikti pirmenybę rankiniam ekstruderiui.
- Pagamintų žaliavų kiekis. Jei planuojama nepertraukiama briketų gamyba, pirmenybė turėtų būti teikiama dideliems vienetams su dideliu našumu. Naudojimui namuose tinka rankiniai įrengimai, tinkami nedideliam ruošinių skaičiui suformuoti.
Perkant Eurowood mašiną reikia kruopštaus požiūrio. Be to, verta atsižvelgti į gamintoją ir charakteristikas. Neignoruokite žmonių, kurie jau naudojosi įsigyta įranga, atsiliepimų. Specialistai pataria nekreipti dėmesio į kainą, nes ji nėra lemiamas veiksnys.


Kita linijos įranga
Kuro briketai gaminami iš įvairių medienos atliekų, taip pat iš biologinės kilmės likučių.
Karščiausi produktai gaunami naudojant aliejų ir javus.
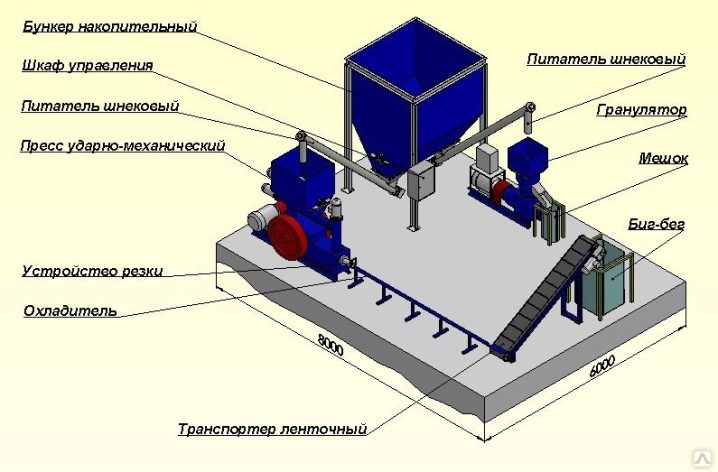
Visa gamybos linija, be ekstruderių, apima daugybę papildomų įrenginių, kurių kiekvienas yra atsakingas už tam tikrą etapą.

Aukštos kokybės eurolašelių gamybai naudojami ir šie įrenginiai.
- Smulkintuvai ir malūnėliai. Dažniausiai pritaikoma, kai reikia formuoti briketus iš šiaudų, medienos atliekų. Tokio tipo įrenginiai yra skirti kruopščiam žaliavų susmulkinimui. Kuo smulkesnės bus dalelės, tuo briketas bus tankesnis, o tai reiškia, kad jo eksploatacinės savybės taip pat bus didesnės.

- Kalibratoriai. Jų pagalba išsijojamos reikiamo dydžio dalelės, kurios vėliau pereina į briketų gamybą. Likusios atrankos nepraėjusios žaliavos siunčiamos papildomam perdirbimui.

- Džiovinimo kameros. Čia viskas paprasta: žaliava pripildoma drėgmės, o susmulkinus reikia pasirūpinti medienos drėgnumo sumažinimu. Tai vienintelis būdas pagerinti briketo darbą. Pažymėtina, kad džiovinimo kameros naudojamos tiek prieš, tiek po žaliavų malimo. Kuo briketas sausesnis, tuo geresnės bus jo savybės. Dauguma nustatymų leidžia reguliuoti parametrus.

- Briketavimo mašina. Kitaip tariant, ekstruderis, kuris skirstomas į keletą tipų. Priklausomai nuo naudojamos įrangos tipo skiriasi ne tik galutinė briketo forma, bet ir charakteristikos. Šiuolaikiniai modeliai padidina temperatūrą kameroje, taip termiškai apdorodami žaliavas, kad susidarytų apsauginis apvalkalas.

- Pakuotės montavimas. Jis įtrauktas į darbą paskutiniame etape. Eurowood dedamas į celofaną, kad būtų išvengta drėgmės gatavuose gaminiuose ir taip pailgėtų jų galiojimo laikas.


Bet kuri mašina gali būti patobulinta, jei reikia. Tam reikės hidraulinio kėliklio arba specialaus preso, kuris veikia ir hidrauliškai.
Be to, norint pasiekti norimą rezultatą, verta numatyti tvirtinimo medžiagų ir kitų būsimos konstrukcijos elementų įsigijimą. Prieš perkant reikalingas prekes, rekomenduojama išstudijuoti būsimos mašinos schemą, kurią nesunkiai galima rasti tinkle. Išvardinkime pagrindinius modernizavimo etapus.
- Kaip pagrindas naudojami kanalai, kurie suvirinami kartu. Lentynos bus 100x100 kampų.
- Formavimo štampas paprastai yra pagamintas iš storasienio plieno vamzdžio. Skersmuo nustatomas pagal planuojamų gaminti gaminių dydį. Be to, vamzdyje yra 4–5 mm skersmens skylės, kad būtų galima organizuoti savalaikį vandens pašalinimą suspaudimo metu.
- Prie matricos pritvirtinamas nuimamas dugnas, kuris vėliau bus naudojamas gatavų briketų išėmimui.
- Atsarga formuojama iš 30 mm skersmens vamzdžio, kuriame papildomai įrengtas perforatorius. Kitas vamzdžio galas sumontuotas hidrauliniame mechanizme.


Prieš įdėdami įrangą, gerai išmaišykite mišinį matricoje.Tam padės naminis būgnas, pagamintas iš lakštinio plieno. Taip pat galite naudoti esamą skalbimo mašinos būgną.
Pagaliau, paskutinis etapas yra dėklo surinkimas su vėlesniu montavimu. Žinoma, tokia įranga neleis gauti maksimalaus Eurowood tankio. Tačiau diegimas greitai susidoros su užduotimi.















Komentaras sėkmingai išsiųstas.