Viskas, ką reikia žinoti apie tekinimo stakles

Be tekinimo tekinimo, galandimo, detalių paviršių išlyginimo negalima atlikti itin tiksliai. Rankiniam darbui prireiks kelis kartus daugiau laiko.

Kas tai yra?
Tekinimo staklės dirba su medžiu, kompozitinėmis medžiagomis, taip pat metalais ir jų lydiniais. Ši mašina gamina mažos srovės ir didelio tikslumo sferines, cilindrines, kūgines ir kitas dalis. Tekinimo staklės išpjauna išorinius ir vidinius sriegius kelis kartus greičiau nei meistras atliktų rankiniu štampu ar sriegiu, pjauna ir apvalina detalių galus, gręžia ir įleidžia gaminių sudedamąsias dalis, ritinėja technologines skyles.

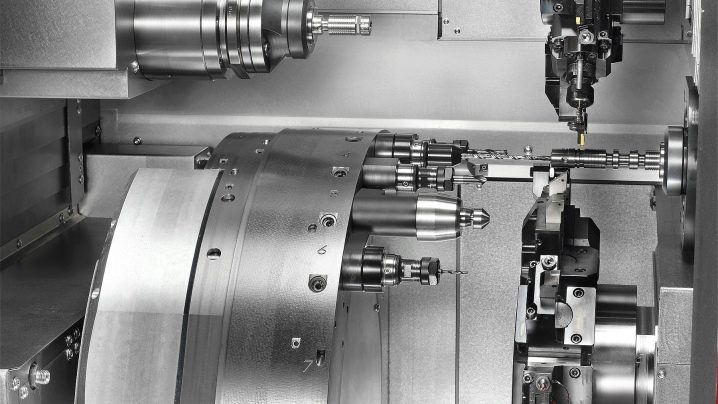
Mašina susideda iš šių komponentų: lovos, pavaros su velenu (funkciniame bloke taip pat yra priekinė ir galinė veleno galvutė), atrama, pavarų dėžė, pavarų dėžė (jei įrenginys yra netiesioginės pavaros), elektromechaninis arba elektroninis valdymo įtaisas (naudojama viena ar kelios valdymo grandinės monoplokštės arba kasetinės modulinės konstrukcijos pagrindu), nuotolinio valdymo pultas su mygtukais ir jungikliais. CNC modulis detalių gamybą nukreipia į srautą, sumažindamas žmogiškąjį faktorių iki minimumo.


Išvaizdos istorija
Bandymai sukurti primityvias stakles siekia senovės laikus. Dar visai neseniai, kuri buvo pažymėta masine industrializacija – iš pradžių Vakarų šalyse, o paskui SSRS – staklės buvo gana primityvios. Jie netinka didelio masto gamybai. Bandymai sukurti kardų ir durklų galandimo mašiną nebuvo nesėkmingi: dar IV amžiuje prieš Kristų. NS. kinai naudojo prietaisus, kurie duodavo gana tiesią geležtę.

Mechaninė atrama kaip efektyvesnė mašinos valdymo priemonė atsirado tik XVIII amžiaus pradžioje. To meto mašina turėjo laikiklį pjovimo peiliui, kuris, judėdamas rankomis, tvirtai prilipo prie apdirbamo ruošinio. Varžtų ir varžtų sriegių įsriegimas buvo laikomas aukštųjų technologijų įgūdžiu.
Mechanizuoti prietaisai pradėti plačiai naudoti tik XX amžiaus pradžioje. Dėl elektros variklio tokiose mašinose nebereikėjo naudoti arklio traukos ir degiojo kuro.
Sovietmečiu paplito 16K20 grupės tekinimo staklės, taip pat 1K62 įrenginiai.
Sovietinės mašinos yra galingi ir patikimi, patvarūs įrenginiai, kurie tinkamai prižiūrimi ir keičiant eksploatacines medžiagas gali tarnauti iki 150 metų (atsižvelgiant į eksploatavimo taisykles).

Peržiūrėjo
Tekinimo staklės pasiekė tam tikrą rūšių įvairovę: medžio ir akmens apdirbimo, metalo apdirbimo, stiklo ir kompozitų tekinimo staklės ir kt. Atskira atmaina – dekoratyvinės kalimo mašinos, kurios leidžia, pavyzdžiui, gauti apvalios konstrukcijos durų rankenas.

Tam tikri mašinų tipai pateikti toliau pateiktame sąraše.
Sraigtinio pjovimo staklės gaminamos darbui su juodaisiais ir spalvotaisiais metalais. Jis šlifuoja kūgines dalis, nupjauna metrinius, colius, modulinius ir žingsnio sriegius – ir yra skirtas mažų partijų gamybai. 16K20 vienetas yra būtent toks.Sraigtinio pjovimo staklės turi tris tikslumo klases: P – padidintas, H – normalus, B – didelis, A – itin aukštas, C – itin tikslus apdirbimas.


Sukimo ir karuselės gaminiams sukimosi ašis yra vertikaliai. Ši mašina išpjauna cilindrines ir kūgines dalis, apipjausto galus ir griovelių paviršius. Modernizavimo dėka galima šlifuoti forminius paviršius pagal nukopijuotą šaltinį, pjaustyti ir šlifuoti paprastus gaminius.


Sukant didelio skersmens ir sutrumpintas detales rodomas priekinis (lobotocar) mechanizmas – jas šlifuoja priekyje. Tinka perdirbti sutrumpintus komponentus, kurių ilgis yra trumpas ir svoris viršija toną. Jei pavaros apkrova padidėja, o dalių reljefas yra labai sudėtingas, priekinės tekinimo staklės pakeičiamos tekinimo-gręžimo staklėmis.

Bokštelinė tekinimo staklės galąsta detales iš kalibruoto strypo, gręžia, gręžia, gilina, išlanksto tekinant forminiams komponentams, pjauna sriegius iš išorės ir iš vidaus. Jame yra kopijavimo aparatas ir CNC modulis.


Slankiojančios galvutės staklės šlifuoja dalis iš šalto valcavimo strypo, profiliuoto plieno ir vielos. Didelio masto dirba su juodaisiais ir spalvotaisiais metalais, gali būti su dviem ir daugiau velenų.
Tekinimo ir frezavimo staklėje įrengtas automatinis frezų keitiklis. Jis apjungia paprastą frezavimo ir tekinimo veiklą įvairioms reikmėms.


Tikslumo klasė
Aukšto tikslumo staklės skirtos apdailai, o silpnos srovės – grublėtam. Iš pradžių pavadintuose agregatuose pagal kinematinę schemą yra pjaustytuvai, kurie savavališka seka daro griovelius, o silpnos srovės atlieka tik išankstinį paviršiaus pjovimą ir šlifavimą, leidžiantį, pavyzdžiui, padaryti sferinį ar kiaušinio pavidalą. dalis iš kubo.
Pagal svorį
Nešiojamos mažos galios mašinos sveria ne daugiau kaip kelis kilogramus. Lengvai transportuojamas ir pervežamas į kitas dirbtuves. Masyvios mašinos – ant grindų stovintys įrenginiai: yra atskiras stalas arba stovas, prie kurio patogu dirbti. Produkto svoris – nuo dešimčių kilogramų iki tonų.

Pagal automatizavimo laipsnį
Iš dalies automatizuotos mašinos turi tik apsauginę išjungimo funkciją – dėl variklio ir pavarų dėžės perkaitimo. Visiškai automatizuotose, be skaitmeninio valdymo modulio (CNC), yra vaizdo ieškiklio saugos blokavimo įtaisas, pavyzdžiui: nesant apšvietimo dirbtuvėse ir pavojingai priartėjus prie darbo zonos meistro rankomis.

Dėl gamybos sistemos lankstumo
Pavyzdžiui, jei mašina „moka“ šlifuoti cilindrines ir kūgines dalis, bet „nepajėgia pagaminti sferinių dalių“, tokia mašina nėra gana lanksti perskirstant gamybą – neįsigyjant pilnesnio funkcionalumo.
Dauguma šiuolaikinių staklių pagaląsta bet kokios formos detales ir ruošinius, atlieka supaprastintą meninį pjovimą ir tekinimą.

Šis atsivertimas neapsiriboja taikia veikla. Taigi Leningrado ir Maskvos laivų statybos įmonės, kurios prieš Didįjį Tėvynės karą gamino dalis garlaiviams ir ledlaužiams, pradėjo gaminti tankus T-34. Taip yra dėl to, kad kuro variklių dalys buvo naudojamos tiek kariniuose laivuose, tiek tankuose.
Pagal specialų tikslą
Tekinimo staklės, nepriklausomai nuo jos klasifikacijos, gali būti pritaikytos konkrečiai produkcijai. Pavyzdžiui, agregatas, kuriame yra dubliuojami raktai, yra aprūpinti specialiais pjaustytuvais, skirtais įprastiems dydžiams ir kodo įduboms, kurios sudaro rakto kanalo kodą, vykdymui. Kad dublikatas tiksliai nukopijuotų pradinio rakto kodą, suktuvas įdeda šį raktą į darbo sritį ir nustato pjaustytuvus po jo kodo tarpais. Tada vedlys vietoj pradinio rakto įterpia naują tuščią ir ant jo šlifuoja tą patį kodą.


Žinoma, suklio pavara gali ne tik gaminti raktelius, bet ir, pavyzdžiui, šlifuoti šakutes iš maistinio nerūdijančio plieno – tereikia pakeisti ant jo esančius pjovimo įrankius, kurių pagalba sukuriami stalo įrankiai.
Tikėtina, kad šakių šlifuoklis, gaminantis pasikartojančius raktus, šlifuotų, pavyzdžiui, atsargines automobilio karbiuratoriaus dalis, tokias kaip vožtuvai.
Tam reikia giliau iš naujo įrengti įrenginį.


Dėl universalumo arba siauro dėmesio
Tipiškas pavyzdys: adatų, peilių galandimo, daugkartinio naudojimo skutimosi peiliukų ir skalpelių galandimo mašina nėra skirta medinėms ir kompozitinėms durų rankenoms, spynoms ir plastikinių langų apsaugos nuo įsilaužimo apkaustams šlifuoti. Pavarų gamybai naudojama mašina taip pat susidoros su patalpų ir riešinių mechaninių laikrodžių, metronomų ir laikmačių dalių sukimu, tačiau joje nebus galima išsukti atsarginių dalių automobilių karbiuratoriniams varikliams. Visi aukščiau pateikti pavyzdžiai skirti labai tikslioms mašinoms.

Universalios mašinos pasižymi didele galia, sklandžiu greičio valdymu, vienodai sėkmingai gali būti naudojamos tiek grąžtų galandimui, medicininių skalpelių galandimui, tiek pavarų dėžių ir laikrodžio mechanizmų detalių sukimui. Brangesni modeliai komplektuojami su keliais velenais vienu metu, kurių kiekvienas turi savo įrangą. Šis metodas tinka universaliems meistrams, kurie, ištikus krizei, susijusiai su tam tikrų rūšių gaminiais, yra perkuriami visiškai kitokios rūšies gaminiams ir dalims, kurių paklausa šiuo metu yra didesnė.


Geriausi gamintojai ir modeliai
Iš SSRS laikų staklių verta paminėti 16K seriją. Modelis 16K20 naudojamas pagrindiniam tekėjimui, neatsižvelgiant į tekančių dalių sudėtingumą. Iš modernesnių - 2021 m. - pristatomi šie modeliai.
-
Sraigtinio pjovimo blokas DMTG CDS6250B / 1000 - iš tinklo suvartojama galia 7,5 kilovatai, maitinimas iš tarpfazės 380 voltų įtampos, svoris 2170 kg. Skirtas plieno, ketaus ir spalvotųjų metalų detalių apdirbimui. Apyvarta - 2500 kas minutę.


- Universalus blokas DMTG CDS6250B / 1500 tekinimo ir sriegimo darbams veikia 2240 apsisukimų dažniu, svoris - 2310 kg, kiti parametrai tokie patys.

- Universali mašina CDS6250B / 2000 - artimiausias 16K20 analogas. Jis yra paklausus daugumoje metalo apdirbimo gamyklų ir automobilių servise, dirba su juodaisiais metalais.

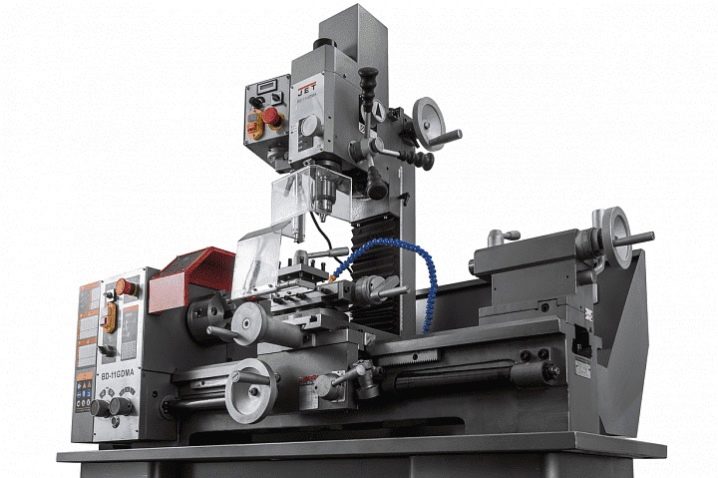
- JET BD-11GDMA - tekinimo ir frezavimo įranga. Apyvarta - 2000, dirba iš paprasto vienfazio 220 V tinklo, sveria tik ketvirtadalį tonos.
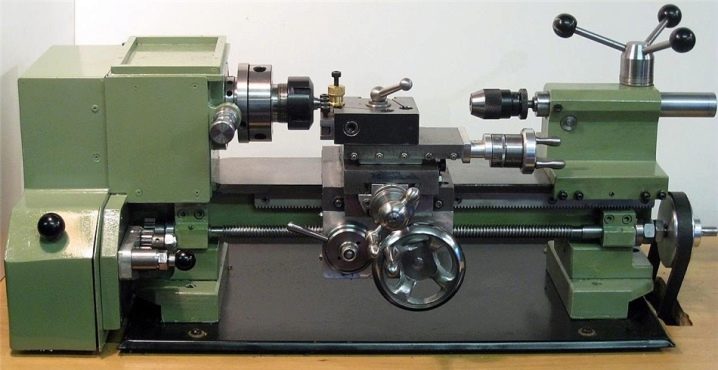
- Modelis WM180V - 2500 aps./min., 600 W, svoris - 60 kg. Skirtas pradedantiesiems, dirba su spalvotu metalu, kompozitu ir plastiku. Tinka darbui namuose ar mokykloje darbo pamokose.

Vartotojai pasirenka įrenginį, kuris gali išspręsti daugumą paklausiausių užduočių pagal savo biudžetą.
Komponentai ir atsarginės dalys
Prieš atliekant mašinos techninę priežiūrą ir remontą, nebūtina susipažinti su pagrindinių komponentų, kuriuos reikia pakeisti, kai baigiasi jų ištekliai, sąrašu.
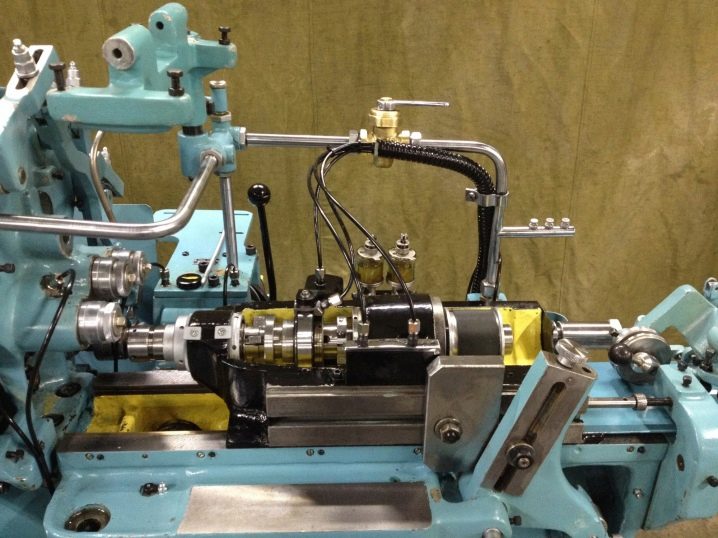
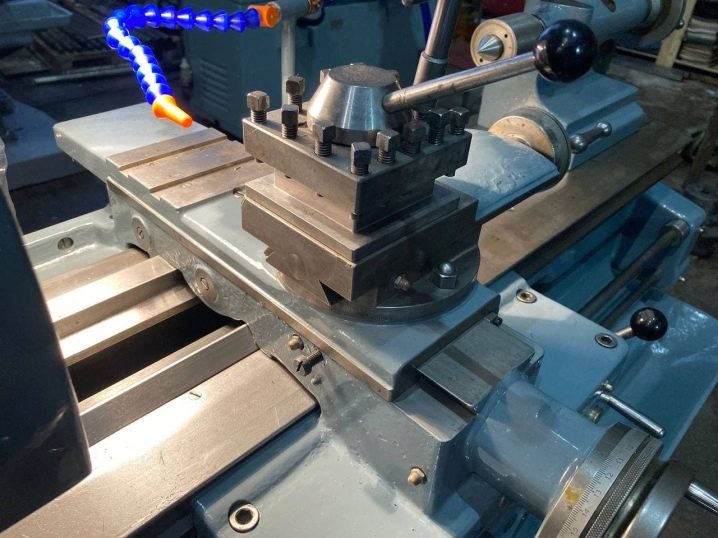
Ant lovos pritvirtinta pavara - variklis su velenu, prie jo derinamas galvūgalis ir galūnė. Suklis leidžia pritvirtinti pjaustytuvus (gręžtuvus, pjaustytuvus, plokščius peilius), nustatytas norimu kampu.
Visiškai suderinta mašina su ypač tvirtomis ir kietomis pjaustyklėmis, reguliariai, sistemingai sutepta, pjauna plieną plonomis plokštelėmis – kaip ir virtuviniu peiliu pjaustomas šaldytas sviestas.

Į komplektą su pavara įeina atrama, prijuostė, greičio ir tiekimo perjungimo blokai, taip pat valdymo skydelis. Visiškai veikiančiose automatinėse mašinose taip pat yra „smegenys“ – CNC blokas. Visi aukščiau išvardyti mazgai yra pritvirtinti prie įrenginio rėmo. Vadovai (vadinamieji.slankiklis) leidžia griežtai perkelti ruošinį tam tikrose iškyšose, neleidžiant jam savavališkai nukrypti, o tai iš karto sugadintų visą ruošinį. Įrankių laikiklis (suklio griebtuvas) pagal ruošinio brėžinius patikimai laiko metalų ir lydinių pjovimui naudojamas pjaustytuvus.

Pasirinkimo patarimai
Renkantis, pirmiausia sutelkite dėmesį į galią, kurią atlaikys jūsų laidai. Renkantis mašiną, sunaudojančią daugiau nei 3 kW, 16 amperų stakles reikės pakeisti 25, 50 arba 100 amperų galia, taip pat skaitiklį, kurio didžiausia pralaida viršija 3,2 kW.
Pradedantieji, dar tik įvaldę staklių gamybos pagrindus, nustoja rinktis ne tokias didelio našumo stakles: čia svarbu, kad įrenginys, į kurį investuota daugiau nei dešimtys tūkstančių rublių, būtų perkamas ne tik dėl pomėgio. , bet pasiteisintų, idealiu atveju, atneštų kelis kartus didesnę pajamų dalį.
Jei esate užsiėmę smulkiu ruošinių apdirbimu, jums reikės daug išradingesnio, nors ir ne visada gana galingo įrenginio.
Mašinai, kuri sveria daugiau nei toną, patalpoje, kurioje ji sumontuota, gali prireikti sustiprinto pamato. Dvi ar daugiau tonų sveriančios paprastos medinės grindys sugrius po kelių savaičių ar mėnesių nuo darbų pradžios.
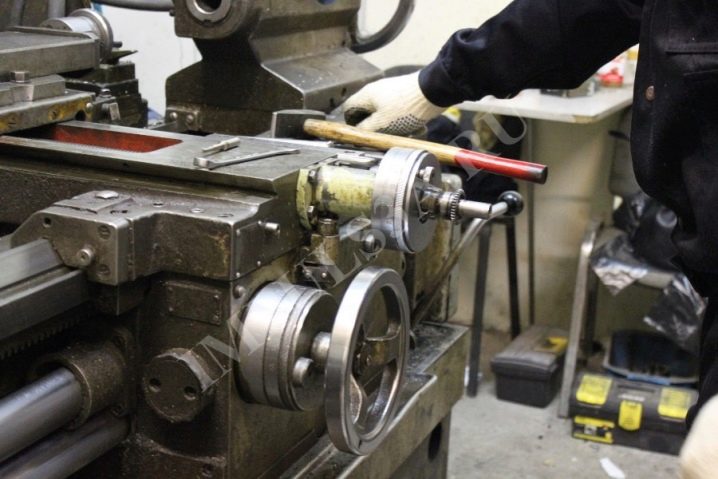
Darbo ypatybės
Variklio sukimo momentas per greičių dėžę, ant kurios perjungiami greičiai, perduodama į veleną, o iš jo, stūmoklio pagalba, į frezą. Pjovimo judesiai valdomi kreiptuvais, kurie apkrauna ruošinį, kad jis pasuktų į darbo sritį.

Metalo, medienos ir medienos, kompozito ir stiklo pjovimo staklės pagal klasifikaciją ir struktūrą yra gana tikslios mechanikos įrenginys. Dirbant jis neturi be reikalo vibruoti, trankyti, trūkčioti iš vienos pusės į kitą – tai dešimteriopai pablogintų apdirbamų detalių kokybę. Pavara ir velenas, ant kurių pritvirtinti pjaustytuvai, idealiai veikia gerai, variklio ir transmisijos nesutapimas praktiškai neįtraukiamas. Idealiu atveju pjaustytuvai visada turėtų būti aštrūs.

Jei, nepaisant mašinos tinkamumo naudoti ir darbingumo, pjovimo kokybė išlieka prasta ir yra netikslūs, pjaustytuvą reikia pagaląsti, ištiesinti ir, jei reikia, pakeisti nauju.
Remonto niuansai
Tekinimo staklių gedimai gali būti tokie:
-
korpuse yra įtrūkimų, drožlių, srieginių jungčių nuplėšimas, netiesumas ir geometrijos pažeidimas;
-
velenai laikui bėgant susidėvi, sutrinka jų centravimas;
-
flanšai gali būti neglaudžiai prigludę vienas prie kito, taip pat matyti įtrūkimų ir drožlių komponentų tvirtinimo taškų skylėse;
-
krumpliaračiai išsiskiria dantų susidėvėjimu ir „kiaušinio“, iš kurio atsiranda radialinis transmisijos elemento nutekėjimas, buvimu;
-
švininiai sraigtai ir kaiščiai yra susidėvėję ir suplonėję gretimų paviršių.

Reguliarus remontas atliekamas, kai susidėvėję komponentai su besitrinančiais paviršiais. Tai variklių guolių ir šepečių keitimas, trinties mazgų ir mechanizmų valymas ir tepimas. Kapitalinis remontas – daugiausia velenų ir krumpliaračių keitimas, rėmo pažeidimų taisymas arba sugedusių jo komponentų keitimas.













Komentaras sėkmingai išsiųstas.