Viskas apie varžtų pjovimo stakles

Viską žinoti apie sraigtinio pjovimo stakles yra gana naudinga organizuojant namų dirbtuves ar smulkųjį verslą. Būtina suprasti įrenginio ypatybes, pagrindinius mazgus ir mašinų su ir be CNC paskirtį. Be to, kas tai yra apskritai, turėsite išstudijuoti universalius stalinių kompiuterių modelius ir kitas galimybes, darbo su jais ypatumus.
Kas tai yra?
Bet kokios sraigtinio pjovimo staklės yra skirtos plieno, ketaus ir kitų ruošinių apdirbimui. Šią procedūrą specialistai vadina pjovimu. Tokie prietaisai leidžia šlifuoti ir šlifuoti dalis. Jie sėkmingai suformuoja griovelius ir apdirba galus. Be to, varžtų pjovimo staklės paskirtis apima:
- gręžimas;
- įdubimas;
- angų ir takų išdėstymas;
- atliekant daugybę kitų manipuliacijų.
Bendras įrenginio veikimo principas yra labai paprastas. Apdorojamas ruošinys tvirtinamas horizontaliai. Tam tikru momentu jis pradeda suktis. Šiuo judesiu pjaustytuvas pašalina nereikalingą medžiagą. Tačiau akivaizdus aprašymo paprastumas neleidžia ignoruoti gana didelio vykdymo sudėtingumo.


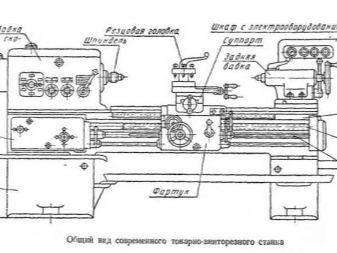
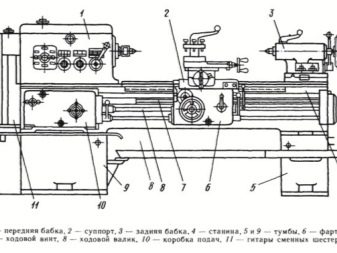
Sraigtinio pjovimo tekinimo staklės gali veikti užtikrintai tik tada, kai yra surinktos labai kruopščiai iš gerai sujungtų elementų. Pagrindiniai mazgai tokio aparato schemoje yra šie:
- parama;
- užsispyrusi močiutė;
- lova;
- veleno galvutė;
- elektrinė dalis;
- eigos velenas;
- krumpliaratinės gitaros;
- langelis, atsakingas už padavimą;
- švino varžtas.
Nepaisant gana kalibruotos struktūros, pagrįstos tipinėmis dalimis, konkrečios mašinos gali labai skirtis. Daug kas priklauso nuo tikslumo eksploatacijos metu. Suklis (dar žinomas kaip priekinė) galvutė neleidžia apdorojamam ruošiniui judėti. Jis taip pat perduoda sukimosi impulsą iš elektros pavaros. Būtent vidinėje dalyje yra paslėptas veleno mazgas - kodėl iš tikrųjų jis taip pavadintas.
Patvarus, tai kartu ir nugarėlė, galvutė leidžia pritvirtinti ruošinį. Atramos vaidmuo yra perkelti įrankio laikiklį (kartu su pačiu darbo įrankiu) išilginėje ir skersinėje plokštumose mašinos ašies atžvilgiu. Apkabos blokas visada yra didesnis nei likusios dalys. Pjovimo laikiklis parenkamas pagal įrenginio kategoriją.
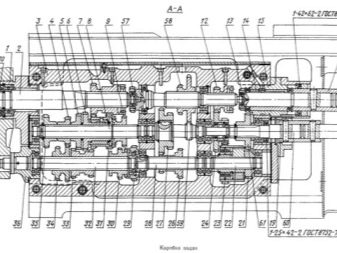
Pavarų dėžė turi įtakos impulsų perdavimui visoms dalims, taigi ir sistemos veikimui apskritai.


Tokios dėžės gali būti įmontuotos į galvutės korpusus arba išdėstytos atskirose kėbulo dalyse. Tempas reguliuojamas žingsnis po žingsnio arba nuolatiniu režimu, kurį iš anksto nulemia dizaino niuansai. Pagrindinė veikianti dėžės grandis yra krumpliaračiai. Jame taip pat yra trapecinio diržo transmisija ir elektrinis variklis su atbuline eiga. Be to, verta paminėti sankabą ir greičio keitimo rankenėlę.
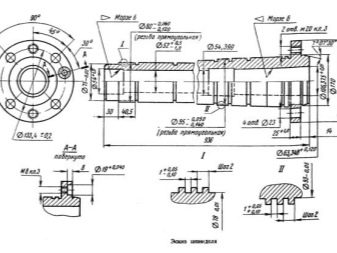
Verpstę galima laikyti itin svarbiu elementu. Tai dalis su technine veleno konfigūracija ir turi kūginį kanalą dalims laikyti. Jis tikrai tvirtas ir patvarus, nes pagamintas iš pasirinkto plieno lydinio. Tradicinis požiūris reiškia, kad suklio elemento konstrukcijoje naudojami labai tikslūs riedėjimo guoliai. Kūginė ertmė gale reikalinga strypui pastatyti, kuri kartais suteikia centrinės dalies išmušimą.
Sraigtinio pjovimo staklių lova gaunama liejant iš ketaus. Norėdami atlikti griovelius, jei reikia, naudokite žymėjimo įrankį, štampus, pjovimo ir kitus įtaisus. Valdymo blokuose yra įvairių klavišų ir rankenų, įskaitant tuos, kurie leidžia reguliuoti apkabą. Modeliai su CNC yra sudėtingesni nei klasikiniai, tačiau gali atlikti jiems nepasiekiamas manipuliacijas ir kai kuriais atvejais veikti be operatoriaus pagalbos. Verta pabrėžti prijuostės vaidmenį – jo viduje yra mechanizmai, kurie varžto mazgo ir techninio veleno sukimąsi paverčia atraminio aparato judėjimu į priekį.

Rūšių apžvalga
Pagal masę
Sraigtinės tekinimo staklės gali būti naudojamos vietinėse privačiose įmonėse, namų ūkio reikmėms. Tokie modeliai paprastai yra gana lengvi. Didelės ir sunkiosios transporto priemonės daugiausia skirtos pramoninei gamybai. Ne sunkesni nei 500 kg prietaisai laikomi lengvais.
Vidutinio dydžio įranga pramonėje vaidina svarbų vaidmenį. Jis sveria iki 15 000 kg. Didžiausias pramoninis dizainas sveria nuo 15 iki 400 tonų. Tokiu atveju aukštas tikslumo lygis dažniausiai nerandamas, nes leistini nuokrypiai nebėra tokie reikšmingi.
Labai galinga įranga montuojama didelėse gamyklose ir gamyklose, tačiau ji nenaudojama buitiniame segmente.


Pagal maksimalų dalies ilgį
Iš esmės lengvos mašinos sąveikauja su ne daugiau kaip 50 cm skersmens dalimis. Vidutinio lygio įranga gali apdoroti iki 125 cm ilgio ruošinius. Ilgiausias dalies ilgis nustatomas pagal atstumą tarp mašinos centrinių taškų. Su tuo pačiu skerspjūviu mašinos gali dirbti ir ilgas, ir palyginti trumpas konstrukcijas. Pasklidimas per didžiausią detalių skersmenį yra ypač didelis - nuo 10 iki 400 cm, todėl nėra universalių staklių, dirbančių su bet kurios sekcijos ruošiniais.


Pagal našumą
Svarbus dalykas klasifikuojant sraigtinio pjovimo įrangą yra jos techninis našumas. Įprasta įrenginius skirti:
-
mažos apimties gamyba;
-
vidutinio masto serijos;
-
didelio masto konvejerio gamyba.
Sraigtinio pjovimo staklių prekės ženklai yra gana įvairūs. Jie gaminami daugelyje šalių. Be to, dalis įrangos buvo aktyviai naudojama nuo SSRS laikotarpio ir dar neprarado savo aktualumo. Susipažinus su technikos aprašymu, svarbu pasidomėti, ar ji skirta montuoti ant stalo ar ant grindų, kokios apskritai yra įrengimo ypatybės. Kalbant apie CNC stakles, tai praktiškai nėra alternatyvus sprendimas – net ir namų reikmėms „grynai rankinė“ įranga naudojama itin retai.


Populiariausi modeliai
Apžvalgą tikslinga pradėti nuo "Kalibras STMN-550/350"... Nors toks prietaisas yra lengvas, kompaktiškame korpuse yra gana rimtų galimybių. Surinkę ir sukonfigūruodami jį pagal instrukcijas, galite garantuoti darbų tikslumą. Techninė priežiūra reikalinga kas 50 darbo valandų. Pagrindiniai bruožai:
- atstumas tarp centrų 35 cm;
- ruošinio dalis virš lovos iki 18 cm;
- bendras svoris 40 kg;
- apsisukimų skaičius - 2500 per minutę;
- guminės kojelės pagrindiniame komplekte;
- plastikinės rankenos;
- Morzės kūgis Nr.2.



Paprastiems metalo apdirbimui taip pat galite naudoti Kraton MML 01 aparatą. Šis įrenginys puikiai prižiūrimas. Problema yra plastikinių pavarų naudojimas. Pakeitę juos ketaus, negalite bijoti neatsargaus naudojimo pasekmių. Tarp centrų bus 30 cm atstumas, o prietaiso masė bus 38 kg; jis išvysto nuo 50 iki 2500 aps./min per 60 sekundžių.
Be metalo, Kraton gaminys tinka plastikui ir medžiui. Dizaineriai pasirūpino foniniu apšvietimu. Keičiamų pavarų rinkinys leidžia nupjauti metrinius siūlus. Dėl pasukamo slydimo galimas kūginis dalių galandimas.
Skersinio slydimo eiga yra 6,5 cm.


Alternatyva gali būti laikoma „Corvette 402“. Tai tinkamos lengvos tekinimo staklės su ypač aukštos kokybės komponentais. Vienfazis variklis turi 750 W galią. Tarpas tarp centrų 50 cm.Ruošinio pjūvis virš lovos 22cm, o įrenginio masė 105kg; jis gali išvystyti nuo 100 iki 1800 apsisukimų per minutę 6 skirtingais greičio režimais.
Ypatumai:
- elektros variklis pagamintas pagal asinchroninę schemą;
- numatytas veleno sukimas;
- dėl magnetinio starterio spontaniškas įsijungimas po elektros energijos tiekimo nutraukimo neįtraukiamas;
- įrenginyje yra padėklas;
- veleno kūgis pagamintas pagal Morzės-3 schemą;
- per 1 praėjimą galite šlifuoti iki 0,03 cm;
- kryžminiai ir pasukami apkabos judesiai - atitinkamai 11 ir 5,5 cm;
- veleno radialinis išbėgimas 0,001 cm.



Proma SKF-800 taip pat gali būti laikomas tinkamu sprendimu organizuoti seminarą namuose. Modelis skirtas dirbti su labai didelėmis dalimis. Trifazių variklių pora užtikrina galingą sukimo momentą. Pagrindiniai parametrai:
- posūkio ilgis 75 cm;
- ruošinio skersmuo virš lovos - 42 cm;
- bendras svoris 230 kg;
- velenas su 2,8 cm kiauryme;
- colių sriegis nuo 4 iki 120 sriegių;
- gauti metrinį siūlą nuo 0,02 iki 0,6 cm;
- plunksnos potėpis - 7 cm;
- srovės suvartojimas - 0,55 kW;
- darbinė įtampa - 400 V.



Taip pat verta pažvelgti į „MetalMaster X32100“. Tai universali sraigtinio pjovimo staklės su skaitmeniniu ekranu. Taip pat pateikiamas siūlų indikatorius. Prietaisas gerai veikia su juodųjų ir spalvotųjų metalų lydiniais. Plunksnos ištiesimas - 10 cm, numatyta 18 darbo greičių.
Kiti parametrai:
- kryžminė čiuožykla eina 13 cm;
- aušinimo skysčio siurblys sunaudoja 0,04 kW ir veikia iš buitinio tinklo;
- pati mašina veikia esant 380 V įtampai ir sunaudoja 1,5 kW srovės;
- grynasis svoris 620 kg;
- numatytas automatinis padavimas išilginėje ir skersinėje plokštumose.



Pramoninėje gamyboje nusipelno dėmesio Stalex GH-1430B... Šios mašinos atstumas nuo centro iki centro yra 75 cm, jis sveria 510 kg ir gali suktis nuo 70 iki 2000 apsisukimų. Į pagrindinį komplektą įeina pora pastovių atramų ir pora nesisukančių centrų.
Krumpliaračiai pagaminti iš aukščiausios kokybės grūdinto plieno.


Peržiūrą tikslinga atlikti naudojant Jet GH-2040 ZH DRO RFS modelį. Šioje mašinoje yra 12 kW variklis. Verpstės kiaurymė 8 cm Sukimas išlaikomas esant labai įvairiems greičiams (24 padėtys nuo 9 iki 1600 aps./min.). Pats gamintojas akcentuoja specialių medžiagų apdirbimo tikslumo ir greičio reikalavimų laikymąsi.


Į ką atsižvelgti renkantis?
Daugeliu atvejų namų dirbtuvės pasirenkamos universalių modelių naudai. Jie nesiskiria aukštomis techninėmis charakteristikomis, tačiau yra paprastos konstrukcijos ir gali apdoroti 1–2 dalis ne serijiniu būdu. Bet kokios manipuliacijos atliekamos rankiniu būdu. Apdorojimo kokybė ir tikslumas nebus labai aukštas.
Reikėtų nepamiršti, kad vis dažniau "universalios mašinos" pavadinimu parduoda paprastą įrangą su CNC ir tiesioginiu lovos vykdymu. Jie leidžia taikyti valdymo programas. CNC sistemos aktyviai keičia senus universalius modelius. Tačiau net ir tarp pasenusių pavyzdžių yra padalijimas. Taigi kopijavimo aparatai ir pusiau automatiniai įrenginiai gali susidoroti su sudėtingomis dalimis; šiuolaikiniai tokio pobūdžio pavyzdžiai turi valdymo sistemą.


Kuo daugiau smilkinių, tuo aparatas produktyvesnis. CNC kelių pjaustytuvų tekinimo technologija tinka specifinėms operacijoms. Jis daugiausia naudojamas įvairių dydžių gamybos linijoms. Bet kokiu atveju turėtumėte atkreipti dėmesį į:
- apdorojamų dalių matmenys;
- tikslumo lygis;
- apdorojimo tolerancijos;
- apdorotų metalų rūšys;
- darbo centrų aukštis
- griebtuvo skersmuo;
- lovos tipas (tiesi arba pasvirusi);
- kasetės tipas;
- pilna komplektacija;
- atsiliepimai apie modelį.


Naudojant daugybę šiuolaikinių tepimo ir aušinimo skysčių, apsauga nuo jų yra būtina. Bet kuris atsakingas gamintojas tai numato. Sraigtinio pjovimo staklės parenkamos atsižvelgiant į darbinių manipuliacijų skaičių ir jų tipą. Mes neturime pamiršti apie ruošinių ilgį ir skersmenį. Kuo tvirtesnė mašinos lova, tuo ji patikimesnė; tačiau per sunkus prietaisas naudoti namuose nėra vertas. Pirmenybė teikiama suvirinimui, o ne varžtams.
Be to, atkreipkite dėmesį į:
- prisijungimo būdai;
- maitinimo parametrai;
- atsako lygis (arba jo nebuvimas);
specialistų atsiliepimai.


Kaip dirbti
Dažnai išoriniams cilindriniams paviršiams apdirbti naudojamos sraigtinio pjovimo staklės. Panašūs darbai atliekami su pravažiuojančiomis pjaustyklėmis. Ruošinys tvirtinamas tikintis pakankamai didelės iškyšos. Manoma, kad 7–12 mm iškyšos per detalės ilgį pakanka galams apdoroti ir detalei nupjauti. Kaip greitai suklys turi suktis, kaip giliai ruošinys turės būti pjaustomas, nurodyta schemoje.
Pjovimo gylis reguliuojamas naudojant skersinio padavimo ratuką. Po tekinimo, daugeliu atvejų, ruošinio galas apipjaustomas įvairiomis pjaustyklėmis. Būtina vesti pravažiavimo ar įmušimo pjoviklį, kol jis palies galą. Tada jis nunešamas ir vežimas perkeliamas kelis milimetrus į kairę. Judant įrankį skersai, nuo galo pašalinamas metalo sluoksnis.

Ant mažų briaunų galite šlifuoti ir pjauti metalą vienu atkakliu pjaustytuvu. Išoriniai grioveliai pagaminti naudojant plyšius. Darbas šiuo metu turėtų būti 4-5 kartus lėtesnis nei karpant galus. Dantis vedamas tvarkingai, be didelių pastangų, visada skersine plokštuma. Šoninis ratukas padeda nustatyti griovelio gylį.
Ruošiniai pjaustomi tuo pačiu būdu, kaip ir griovelių formavimo metu. Darbai baigiami, kai tik sąramos storis sumažėja iki 2 - 3 mm. Be to, išjungdami mašiną, nulaužkite nuo pjaustytuvo atlaisvintą dalį.


Sąrankos funkcijos
Tinkamas paleidimas ir derinimas atliekamas atsižvelgiant į technologinio proceso niuansus. Sumontavus mašiną, apdirbamos 2 arba 3 dalys. Anot jų, jie tikrina, kaip laikomasi brėžinyje nurodytų parametrų. Jei yra neatitikimų, atliekamas pakartotinis reguliavimas. Svarbi sąrankos proceso dalis yra ruošinių montavimo ir tvirtinimo staklėse ypatybių nustatymas.
Jei centrų viršūnės nesutampa, išlygiavimas užtikrinamas perkeliant uodegą. Toliau įdedama vairuotojo kasetė. Tada parenkamas pjaustytuvas ir nustatomas tiksliai pagal ašies aukštį. Pagalvėlės turi turėti lygiagrečius paviršius ir tinkamai apdoroti.
Negalite naudoti daugiau nei dviejų pagalvėlių.


Pjovimo antgalio padėtis centre yra specialiai tikrinama. Norėdami patikrinti, pjaustytuvas nukeliamas į centrą, prieš tai patikrintą aukštį. Pats centras turi būti įrengtas uodegos plunksnoje. Išsikišusi dalis turi būti trumpesnė – daugiausiai 1,5 karto didesnė už strypo aukštį. Per didelis pjaustytuvo iškyšas sukelia vibraciją ir neleidžia dirbti efektyviai; įrankis turi būti tvirtai pritvirtintas įrankio laikiklyje bent keliais gerai priveržtais varžtais.
Apvalius ruošinius reikia suspausti savaime centruojančiame trijų žandikaulių griebtuvuose. Bet jei detalės ilgis yra daugiau nei 4 kartus didesnis už skersmenį, reikia paimti griebtuvą su prispaudimo centru arba naudoti apdirbimo stakles su pavaros griebtuvu. Trumpi neapvalūs ruošiniai montuojami naudojant priekinę plokštę arba keturių žandikaulių griebtuvą. Strypai ir kitos ilgos, mažo skersmens dalys praleidžiamos per veleno kanalus. Reguliuojant pjovimo režimą, pagrindinis dėmesys skiriamas pagrindinio judesio greičiui ir pjovimo gyliui; taip pat reikės pakoreguoti pašarą.


Sauga darbe
Jungiant net paprasčiausią mašiną teks naudoti prietaisus, apsaugančius elektros įrangą. Schema parenkama atsižvelgiant į pagrindinius inžinerinius taškus. Savarankiškas sraigtinio pjovimo staklių valdymas leidžiamas tik sulaukus 17 metų. Prieš priėmimą turėsite gauti darbo apsaugos instruktažą. Be to, turite būti ištirti dėl kontraindikacijų; atliekant patį darbą, turi būti griežtai laikomasi darbo ir poilsio režimo, pertraukų grafiko.
Su medvilniniu kostiumu arba puskombinezonu reikia dirbti prie varžtų pjovimo staklių. Be to, jums reikės odinių batų ir specialių akinių. Net patys kruopštiausi ir tvarkingiausi darbuotojai turėtų turėti paruoštą pirmosios pagalbos vaistinėlę, kad galėtų susidoroti su traumų pasekmėmis. Pirminės gesinimo priemonės turi būti laikomos dirbtuvėse.
Įvykus kokiai nors nelaimei, apie tai nedelsiant pranešama vadovybei ir greitosios pagalbos tarnyboms.


Darbo vieta turi būti švari. Griežtai draudžiama:
- įjunkite mašiną, kai nutrūksta įžeminimas, kai blogai veikia užtvarai ir blokatoriai;
- įveskite tvoros nurodytas ribas;
- pašalinti šią tvorą (išskyrus kompetentingų tarnybų remontą);
- pradėti darbą nepatikrinus mašinos tinkamumo naudoti;
- naudoti nereguliuojamą darbo zonos apšvietimą;
- paleiskite mašiną be tepimo;
- dirbti be galvos apdangalo;
- darbo metu liesti judančias dalis;
- pasikliauti mašina (tai taikoma ne tik darbuotojams);
- tęsti darbą, jei atsiranda vibracija;
- leisti apvynioti drožles ant ruošinių ar pjaustytuvų.
Visos susidariusios drožlės turi būti nukreiptos griežtai nuo savęs. Net trumpiausio darbo pertraukimo metu mašina turi būti sustabdyta ir išjungta. Atjungti nuo elektros tinklo taip pat reikės dingus elektrai. Išjungus elektros energiją, mašina nuimama, išvaloma ir sutepama. Lygiai taip pat atjungimas atliekamas prieš priveržiant bet kokias tvirtinimo detales.

Draudžiama dirbti su pjovimo įranga su pirštinėmis ar kumštinemis pirštinėmis. Jei jūsų pirštai yra sutvarstyti, turėsite naudoti guminius pirštų galiukus. Apdorojami ruošiniai neturi būti pučiami suslėgtu oru. Rankinis įrangos dalių stabdymas neleidžiamas. Taip pat negalima nieko matuoti mašinos kelyje, tikrinti švaros, šlifuoti dalių.
Baigus darbus išjungiamos mašinos, elektros varikliai, sutvarkomos darbo vietos. Visi ruošiniai ir naudojami įrankiai dedami tam tikrose vietose. Trinamosios dalys tepamos instrukcijose nurodytu dažnumu. Apie visas problemas nedelsiant pranešama vadovybei, kraštutiniais atvejais – pasibaigus pamainai. Kitu atveju pakanka laikytis techninių duomenų lapo nurodymų ir gamintojo rekomendacijų.














Komentaras sėkmingai išsiųstas.