Viskas apie bokštines tekinimo stakles

Norint atlikti įvairias metalo gaminių apdirbimo operacijas, dažnai reikia naudoti tekinimo stakles. Didelėje kategorijoje galime išskirti besisukančio – besisukančio tipo agregatus, kurie yra plačiausiai naudojami.


Bendras aprašymas
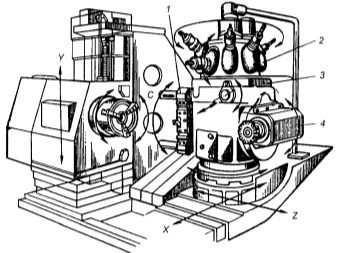
Pagrindinis bokštelio tekinimo technologijos pavadinimas atitinka tipinius tekinimo įrenginius. Skirtumas yra tai, kad yra kelių padėčių sukamoji galvutė. Šis konstrukcinis elementas labai padidina įrangos efektyvumą, taip pat sumažina kiekvieno gaminio apdorojimo laiką. Be to, plačiai paplito modernios TRS modifikacijos su CNC moduliu. Juose yra bokštelis, specialios sėdimos vietos pjovimo įrankiams pasidėti.
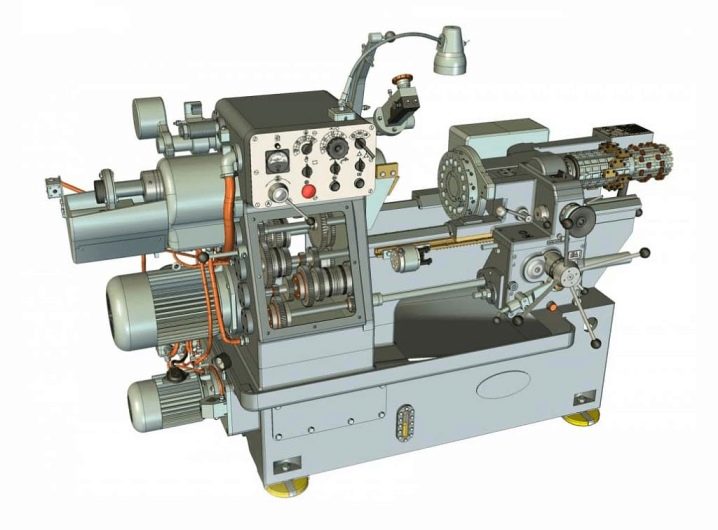
Reikiamą galvos konstrukcijos tipą lemia sparti metalo apdirbimo plėtra. Faktas yra tas, kad tokia konstrukcinė dalis kartu su CNC leidžia padidinti gaminių apdorojimo greitį 2 ar daugiau kartų. Be to, tai pagerina gatavų dalių matmenų tikslumo parametrus ir jų paviršiaus šiurkštumo laipsnį.
Kalbant apie bokštinių tekinimo staklių įrenginius, būtina nustatyti šiuos pagrindinius faktus.


Daugeliu atvejų tai įranga perkama pramoniniam naudojimui. Jis montuojamas cechuose, kuriuose gaminama serijinė gaminių gamyba, visais kitais atvejais jo naudojimas nebus ekonomiškai pagrįstas.
Pagrindinės bokštelio sukimo mechanizmų savybės suteikia galimybę apdoroti elementus dideliu padavimo greičiu padidintu greičiu... Į pjovimo vietą tiekiamas specialus aušinimo skystis, kuris neleidžia perkaisti paties įrankio ir apdorojamų ruošinių.

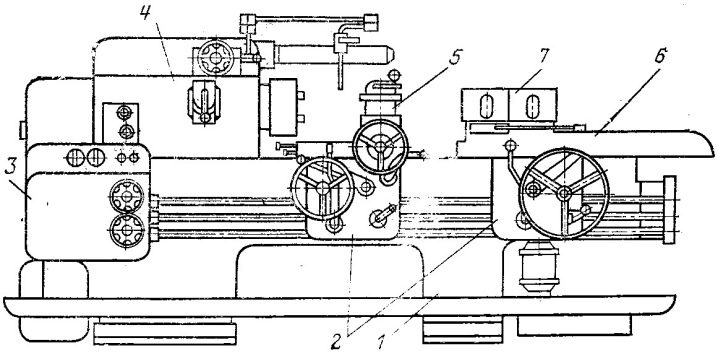
Visi pagrindiniai tokios įrangos mazgai yra išdėstyti pagal analogiją su kitomis tekinimo staklėmis – tai užtikrina atliekamų operacijų skaičių. Apskritai tokių agregatų techniniai parametrai suteikia galimybę greitai pakeisti pjovimo paviršius.
Peržiūrėjo
Šiuolaikiniai gamintojai siūlo platų bokštinių tekinimo staklių asortimentą. Jie skiriasi darbo mechanizmu, atliekamų operacijų spektru, dizaino ypatybėmis ir kai kuriomis kitomis savybėmis. Išsamiau panagrinėkime esamus tokių įrenginių klasifikavimo pagrindus.
Pagal apdorojamo ruošinio tipą
Priklausomai nuo perdirbtų produktų tipo, mašinos yra kasečių ar strypų darbams... Didelio skersmens velenai tvirtinami kasečių dėžėse. Juostos dalis yra mažesnė, tačiau jie turi gana įspūdingą ilgį.

Pagal ruošinio ašies padėtį
Padėję apdirbamų ruošinių ašį, galite nurodyti horizontalios ir vertikalios, taip pat nuožulnios modifikacijos... Staklės su vertikaliu ir horizontaliu išdėstymu gavo didžiausią cirkuliaciją, įrenginiai su pasvirusia ašimi naudojami daug rečiau.
Be to, kai kurie modeliai leidžia pakreipti detalę, kad būtų galima pasukti ar atlikti kitas operacijas nedideliu kampu.


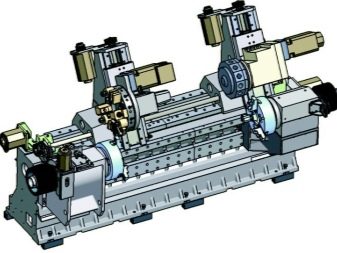
Sudaroma atskira grupė sukamieji ir besisukantys pusautomačiai. Jie yra paklausūs dirbant su įvairaus skersmens strypais.Tarp pagrindinių tokios įrangos savybių yra šios charakteristikos.
Vieno veleno mašina, kuris turi tik vieną perforuotą veleną, skirtą juostai sutalpinti. Šiuo atveju skylės skerspjūvio dydis yra palyginti mažas.
Papildoma įranga yra įrenginio formos, atsakingo už produkto tiekimą ir laikymą statinėje padėtyje.


Tuo pačiu metu konstrukcijoje numatytas įtaisas apdoroto elemento atitraukimui pasibaigus operacijai, dėl kurio tampa įmanoma maksimaliai automatizuoti gamybą.
Geriausi gamintojai ir modeliai
Dauguma vietinių įmonių diegia standartinį TRS - 1P371, 1A365, 1N318, taip pat S193A, 1365 ir kt.... Tačiau pastarąjį dešimtmetį pastebima tendencija juos pakeisti pažangiomis technologinėmis versijomis su CNC. Modifikacijos su CNC turi daug privalumų, kuriuos lemia padidėjęs automatizavimo ir funkcionalumo laipsnis bei išskirtinis apdorojimo tikslumas.

Berdichevo gamyklos siūloma įranga 1V340F30 išsiskiria padidintomis techninėmis ir eksploatacinėmis savybėmis. Šis įrenginys valdomas per CNC kompleksą, o jo konstrukcijoje yra 8 padėčių galvutė. Atrama dedama skersai, todėl galima apdoroti:
-
pavieniai gaminiai, kurių skerspjūvis iki 20 cm;
-
baro gaminiai, kurių skersmuo iki 5 cm.

Agregatas 1P426DF3, pagamintas Alapaevsko staklių gamykloje, yra gerai žinomas. Tai moderni technologija su programos valdymo moduliu. Ji yra paklausi vienetinei, smulkiai ir vidutinei metalo gaminių gamybai. Jis netinka apdoroti dideles partijas.
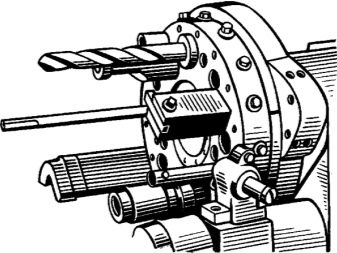
Pagrindinis bruožas buvo dviejų galvų vieta ant kryžminės atramos... Vienas jų šešiakampis, skirtas dirbti su vidiniais paviršiais, kitas apvalus, 8 padėčių - išoriniams.


Be to, Rusijos tekinimo instaliacijų rinkoje šiomis dienomis atsirado daug importinės įrangos, kuri garsėja savo našumu.
-
ST ir DS įrenginiai iš Haas Automation (JAV). Šios mašinos leidžia apdoroti legiruotojo plieno gaminius, taip pat nerūdijantį plieną.
-
GS-200 mašinos iš įmonės Goodway.


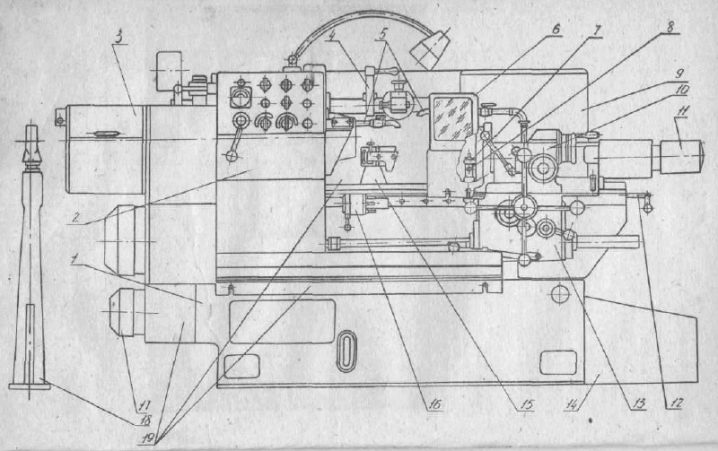
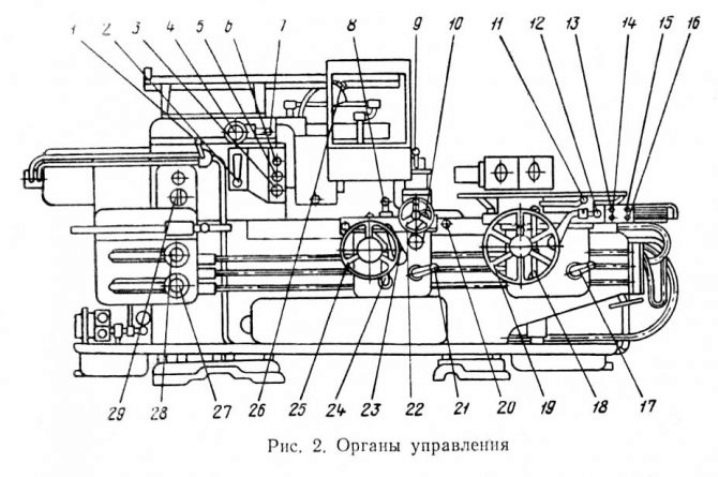
Komponentai
Kaip ir kitose mašinose, bokštinių tekinimo staklių technologija apima komponentų naudojimą - apsaugos, kreipiamieji vamzdžiai ir velenai... Šiandien gamintojai siūlo platų modelių asortimentą, kurių suklių skaičius gali skirtis. Tuo pačiu metu pabrėžiami šie pagrindiniai dalykai.
Esant horizontaliai darbinės galvutės ašies padėčiai, atrama gali suktis aplink savo ašį, taip pat ir atgal šios ašies kryptimi. Tokiu atveju sukimasis vienu metu atliekamas keliose darbo padėtyse, kurių bendras skaičius dažnai viršija keliolika.
Su pasvirusia ir vertikalia galvos ašimi, suportas yra įprastas arba besisukantis.
TPC su CNC taip pat prisiima modulį, kuris yra atsakingas už didelio tikslumo apdirbimą su galimybe keisti galvos padėties parametrus. Paprastai pagrindiniai jo blokai yra padengti specialiu korpusu. Tai daug kartų padidina operatoriaus saugumą.
Kokie darbai atliekami?
Kaip jau minėta, šiuolaikinių sukamųjų-sukamųjų įrenginių techniniai ir eksploataciniai parametrai leidžia atlikti įvairias operacijas. Kintamieji gaminiai, pateikti revoliucijos kūnų pavidalu, gali būti naudojami kaip ruošiniai. Dažniausios manipuliacijos apima:
-
tekinimo ant išorinio paviršiaus, o praėjimas gali būti grubus arba baigtas;
-
supjaustyti montuojant pjovimo elementą;
-
sriegimas - tiek vidaus, tiek išorės;
-
grioveliai skirtingų gylių ir konfigūracijų.

Be standartinės cilindrinės konfigūracijos, tokios mašinos gali apdoroti ir kitų tipų ruošinius.
-
Su profilio formos tipu - kai naudojama pusiau automatinė tekinimo-frezavimo staklės, tekinimas, kaip ir bet kuris kitas apdorojimas, atliekamas naudojant lenktą šabloną arba naudojant kopijavimo liniuotę.
-
Kūginis - apdorojimas atliekamas specialiu kopijavimo aparatu. Be to, kūginį paviršių galima gauti atliekant vienkartinį išilginį-skersinį padavimą.

Į atskirą kategoriją galima priskirti kompaktiškus bokštelių sukimo mechanizmus. Tokius įrenginius galima montuoti net namų dirbtuvėse.
Į ką atsižvelgti renkantis?
Renkantis bokštines tekinimo stakles, reikia sutelkti dėmesį į svarbius kriterijus.
Tikslumo kategorija - norint nustatyti galimybę naudoti tam tikrą metalo gaminių apdirbimo įrangos modifikaciją, būtina žinoti, kokį tikslumą galima pasiekti. Didžioji dauguma versijų numato H klasę.
Maksimalūs detalės parametrai - sekcija, ilgis, taip pat darbo mazgų išdėstymas tarpusavyje.
Ruošinio medžiaga - paprastai tokiose mašinose apdirbamas ketaus, daug anglies, mažai anglies turintis ar legiruotasis plienas, leidžiamas kitų lydinių tekinimas.
Ribotas apsisukimų skaičius per laiko vienetą - ruošinį su nurodytais matmenų tikslumo ir šiurkštumo reikalavimais galima gauti tik atsukant dalis iki tam tikro greičio. Šiuo atveju reikia atsižvelgti į bendrą perdavimų skaičių.
Gamintojai turi nurodyti duomenis apie didžiausią greitį, kuriuo izoliuoti įrenginiai gali judėti, kai jie tiekia dideliu greičiu.

Variklio galios parametrai ir variklių skaičius - Paprastai mažuose įrenginiuose varikliai turi mažą galią, nes apdorotos dalys yra kompaktiškos, o kiekvienam važiavimui pašalinama šiek tiek metalo. Serijinėje gamyboje varikliai turi atlaikyti nuolatines apkrovas.
Įrangos matmenys ir svoris - daug lengviau montuoti mini mašinas. Be to, dideliems dydžiams reikia kruopščiai paruošti darbo bazę.
Ir taip pat būtina į tai atsižvelgti mechanizmų kinematinė schema gali skirtis... Pavyzdžiui, seno stiliaus modeliai buvo sukurti taip, kad tam tikro tipo sriegiams suformuoti buvo sumontuoti tam tikros konfigūracijos keičiami ratai.
Apsauga – modifikacijos su CNC suponuoja apsauginės dangos įrengimą. Tai sumažina sužalojimo riziką įrenginio veikimo metu.

Šiuolaikiniuose tekinimo įrenginiuose reikiamos įrangos, taip pat pjovimo paviršių montavimas atliekamas maksimaliai tiksliai. Tokiuose įrenginiuose nereikia keisti pjovimo įrankio rankiniu būdu - tai žymiai sumažina kiekvienos dalies apdorojimo greitį. Dėl to padidėja našumas, o tai reiškia, kad sumažėja ruošinių apdorojimo sąnaudos. Tuo pačiu metu tokių mašinų remontas sukelia daug sunkumų. Todėl jų eksploatavimo metu ypatingas dėmesys skiriamas profilaktinei priežiūrai, laiku identifikuoti ir pašalinti problemas.
Sąrankos funkcijos
Prieš pradedant eksploatuoti bokštelio tekinimo įrangą, labai svarbu ją sureguliuoti. Jį sudaro keli pagrindiniai etapai.
-
Ruošinio tvirtinimo įrangos montavimas, pjovimo ir pagalbinių įrankių montavimas.
-
Stotelių nustatymas, būtini strypams nukreipti ir apkabų judėjimui riboti.
-
Kumštelių, kištukų, jungiklių, rankenų valdymo bloko montavimas ir kitus įrenginius, kad būtų pasiektas tam tikras veleno judėjimo dažnis ir reikiami pjovimo įrankio apsisukimai.
-
Bandomasis apdorojimas porą bandomųjų elementų, tikrinant jų tinkamumą tolesnei eksploatacijai.
-
Susitaikymas ir, jei reikia, sustojimų vietos ant mašinos perreguliavimas pagal duotą projektą.













Komentaras sėkmingai išsiųstas.