Vertikalios tekinimo staklės

Vertikalios tekinimo staklės gali būti labai gera įranga daugelyje pramonės šakų. Tačiau reikia tiksliai išsiaiškinti, kokia jų paskirtis ir pagrindiniai komponentai, kokia yra pavarų dėžė. Taip pat teks pastudijuoti kitas įrenginio savybes, CNC staklių kumštelius, susipažinti su atrankos kriterijais.
Įrenginys ir veikimo principas
Labai sunku tiksliai pasakyti, koks yra bendras požiūris į tekinimo tekinimo stakles. Jiems atstovauja labai daug modifikacijų. Ir kiekviena versija yra optimizuota atlikti labai specifinį manipuliacijų spektrą, kuris nuspėjamai atsispindi jos išvaizdoje ir techninėse charakteristikose. Pamažu plinta universalūs vertikalių tekinimo staklių modeliai. Tačiau tarp jų vis dar yra labai rimtų skirtumų.


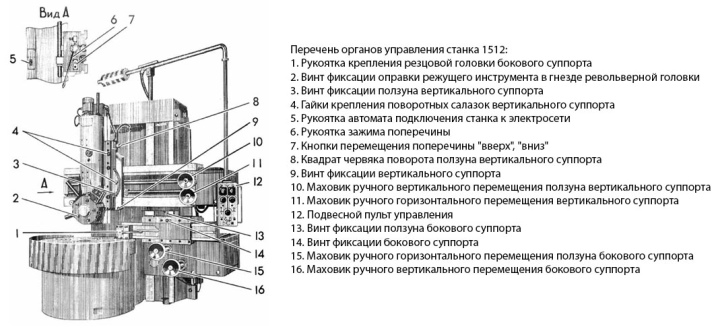
Pagrindiniai įrenginio diagramos mazgai yra šie:
- stelažai;
- perdavimo jungtis, užtikrinanti pagrindinių dalių sujungimą su pavara;
- Patikrinimo taškas;
- konsolės mazgas, kurio dėka velenas juda;
- apkabos (esančios kairėje ir dešinėje);
- techninis dangtis;
- priekinės plokštės lopšys;
- pora pašarų dėžučių;
- operatoriaus valdymo sistema;
- galios valdymo blokas;
- elektros skydelis.
Vertikalių tekinimo staklių pagalba galite atlikti įvairias manipuliacijas:
- iškirpti griovelį;
- suteikti reikiamą formą cilindrinių arba kūginių dalių paviršiams;
- paruošti reikiamų parametrų skyles;
- šlifuoti lygias vietas;
- išskleiskite metalinį ruošinį;
- sutvarkyti drožyba;
- padaryti formos paviršių.


Gręžimo ir frezavimo nasrai naudojami gręžimo tekinimo staklėms.
Jie gali būti sukurti net modeliams su didelėmis priekinėmis plokštėmis. Su jų pagalba ruošinys puikiai pritvirtinamas, net jei jis yra sunkus ir didelis. Į tipinį rinkinį įeina 4 arba 8 žandikauliai. Vertikalios tekinimo staklės vis dažniau valdomos programine įranga (t. y. naudojamas skaitmeninis valdymas).
Šis požiūris sumažina pavojų, susijusį su žmogiškuoju faktoriumi. Jo dėka žymiai padidėja apdorojimo tikslumas. Be to, tokia įranga leidžia dirbti tokiu greičiu, kuris yra visiškai nepasiekiamas net ir labiausiai patyrusiems karuselių tekintotojams, dirbantiems su paprasta įranga. Rankinės versijos naudojamos tik paprastoms tekinimo operacijoms arba grubiam konstrukcijų apdirbimui. Apdorojami ruošiniai daugiausia tvirtinami priekinių plokščių laikikliuose.


Tada pradėkite sukimąsi mažu greičiu. Šis važiavimas užtikrina, kad ruošinys būtų tinkamai centre. Tada įvedama veleno galvutė. Jis perkeliamas išilgai traverso. Galiausiai paleidžiamas skysčio tiekimas, kuris sutepa mašiną ir pašalina šilumos perteklių.
Apsisukimų ir apdorojimo režimų reguliavimas priklauso nuo to, kokiu laipsniu yra sumontuota pavarų dėžė, kokie komponentai joje yra, kaip jie sukonfigūruoti. Visa tai sukurta atsižvelgiant į pasirinktą kinematinę schemą.
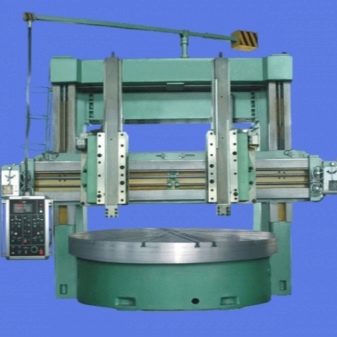
Yra vertikalios tekinimo staklės su vienu arba dviem stovais. Dviejų stulpelių versija gali apdoroti didesnius ruošinius ir tuo pat metu yra labai efektyvi. Dviejų stulpelių aparato lovose yra skersinis elementas su nuobodu ir besisukančiomis apkabomis.

Šių suportų judėjimui dažniausiai pateikiami horizontalūs kreiptuvai. Gręžimo blokas turi išilginį vežimėlį su pasukimo mechanizmu. Mechanizmo dalis yra slankiklis, ant kurio uždedamas pjaustytuvo laikiklis. Teisingai naudojant nuobodžią skaidrę ir prie jos pridėtus priedus galima:
-
dirbti su kūginiais paviršiais;
-
gręžti skyles;
-
perpjauti vidinius griovelius.
Nepriklausomai nuo konkrečių niuansų, tokios mašinos yra skirtos manipuliuoti dalimis, kurių sekcija žymiai viršija ilgį. Dažniausiai kalbame apie didesnius nei 50 cm pjūvius Nesunku suprasti, kad tokia technika yra paklausi specializuotose mechaninės inžinerijos šakose, kur reikia gaminti didelius gaminius.
Toks mechanizmas kaip karuselė leidžia perkelti norimus daiktus visiškai uždaru horizontaliu keliu.

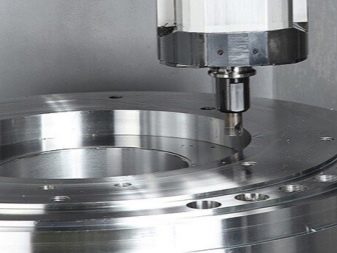
Jei gręžimo tekinimo staklės pjovimo elementas dirba su galiniu paviršiumi, tada ant jo susidarys žiediniai grioveliai. Jei patį įrankį perkeliate horizontalioje plokštumoje, galite šlifuoti nebe apskritus, o spiralinius griovelius. Varijuojant darbo režimus ir smulkius nustatymus, galima gana drastiškai pakeisti šių griovelių žingsnį. Grioveliai išdirbti iki savavališko gylio - tai priklausys tik nuo to, kaip intensyviai bus įkastas darbinis blokas. Yra įrankių, kurie leidžia formuoti griovelius ir ant šoninių sienelių – nesvarbu, ar šios šoninės sienelės yra viduje ar išorėje.
Rūšių apžvalga
Paskyrimu
Universalūs modeliai yra optimizuoti įvairioms operacijoms. Žinoma, jie praranda tobulą individualių manipuliacijų atlikimą. Specializuoti įrenginiai yra siaurai sufokusuoti, tačiau specifiniai darbai atliekami nepriekaištingai. Universalios tekinimo ir gręžimo staklės dažniausiai turi vieną stovą. Tokių prietaisų dydžiai turi savo dydžių diapazoną, o šių matmenų pasirinkimą lemia ruošinio dalis.


Labai specializuotos tekinimo ir gręžimo staklės dažniausiai projektuojamos pagal universalius pavyzdžius.
Specializaciją galima pasiekti:
- apdorojimo aukščio padidėjimas arba sumažėjimas;
- suportų skaičiaus keitimas;
- suportų konstrukcijos koregavimas;
- pagalbinių pavaros galvučių įvedimas;
- pridedant mazgų dizainą, leidžiantį atlikti sudėtingus veiksmus.



Pagal atramos taškų skaičių
Pageidautina, kad vienos kolonėlės mašinos būtų aprūpintos skaitmenine valdymo sistema. Jie leidžia tvarkyti konstrukcijas, kurių skerspjūvis ne didesnis kaip 150 cm. Papildoma taikymo sritis yra manipuliavimas kūginiais paviršiais. Kiekviena atskira kolonėlė turi šoninę atramą su universaliu laikikliu.
Dviejų stulpelių įrenginio tipas pasižymi padidintu standumu ir patikimumu, todėl jis naudojamas darbui su ypač dideliais svoriais ruošiniais. Skersinio ir atramų judėjimas pasiekiamas specialaus mazgo – „portalo“ pagalba.


Pagal suportų skaičių
Jų gali būti vienas ar keli. Vieno palaikymo modeliai išsiskiria gana siaura taikymo sritimi.
Kuo daugiau tokių elementų, tuo platesnė taikymo sritis.


Pagal veleno galvutės tipą
Įprastas dizainas yra pagrįstas vienu pjaustytuvu. Modernesnis tipas yra bokštelis. Su juo galite vienu metu naudoti kelias pjovimo dalis. Judesys orientuojamas tiek horizontaliai, tiek vertikaliai pagal Jūsų pasirinkimą. Pjovėjai po vieną įdedami į galvą ir po vieną kimba prie reikalo.

Pagal darbinių judesių valdymo tipą
Įprastose dirbtuvėse ir namuose metalui apdirbti dažnai naudojama rankinė technika. Nepaisant paprastumo ir lengvumo, tokie įrenginiai turi minusą – teks elgtis labai atsargiai. Tokia technika gali susidoroti tik su paprastomis užduotimis, ir net tada, kai jos atliekamos, žmogiškasis faktorius vaidina didžiulį vaidmenį.Todėl net ir buitiniame segmente CNC staklės tampa vis įtikinamesniais lyderiais, nepaisant išaugusios kainos.
Verta atkreipti dėmesį į įrangos parametrus. Įprastos mašinos, kurias daugelyje pramonės tiekia, be pagrindinio elektros variklio, turi keletą pagalbinių pavarų. Šie specialūs mazgai leidžia tiksliau valdyti atskiras gamybos mašinos dalis. Kuo didesnės dalys, tuo galingesnės turėtų būti elektrinės. Pramonėje neretai pasitaiko tekinimo įrangos modelių, kurie sunaudoja 10 kW ar daugiau elektros energijos.


Padidėjęs karuselės technologijos tempas daugiausia susijęs su priekinių plokščių tvirtinimo specifika. Jis taip pat vertinamas dėl didesnio manipuliacijų tikslumo. Todėl galima atlikti darbus, kuriems reikalingi griežtai riboti leistini nuokrypiai. Verta atkreipti dėmesį į maksimalų ruošinių aukštį ir skerspjūvį. Konstrukcijų aukštis gali būti įvairus – skirtingais atvejais jis siekia 80-500 cm.
Tikslumą, kuriuo dalys bus apdorojamos, lemia raktų bloko nustatymų kokybė. Kaip jau minėta, naudojant CNC, šis skaičius yra maksimalus. Kai kurios didelio tikslumo kontūravimo mašinos gali parodyti dar mažesnį klaidų lygį.
Tačiau visą laiką tokio aukšto lygio išlaikyti nepavyks.

Populiariausi modeliai
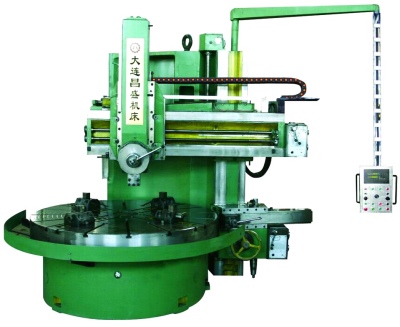
Nuobodžių tekinimo staklių rinkoje yra daugybė skirtingų modelių. Dalian Guofeng Machine Tools pateikia gerą pasiūlymą. Jo modeliai 5231, 5240, 5250 gali užtikrintai konkuruoti su geriausiu vietiniu dizainu. Jie išsiskiria padidintu tikslumu ir yra gana praktiški. Netgi sudėtingų geometrinių formų ruošiniai gali būti sėkmingai apdorojami.

Visi ką tik aprašyti modeliai turi du stovus. Tačiau Kinijos įmonės asortimente yra ir vienos stulpelio versijų. Jų galia yra ne mažesnė kaip 22 000 vatų ir ne didesnė kaip 45 000 vatų. Modifikacijos nuo 5110 iki 5131 yra valdomos skaitmeniniu būdu. Tokia įranga yra gana efektyvi, ją papildo specialūs servo įrenginiai.
Už Šveicarijos įmonės ENCE GmbH produkciją teks mokėti brangiau. Tačiau jos kokybės rodikliai irgi aukštesni. Šis gamintojas gali pasiūlyti kelias linijas vienu metu. Taigi, LEN 3000-5000 yra mašinos be CNC pagal nutylėjimą, tačiau esant poreikiui, tokį valdymo bloką galima pridėti. Pagrindinis maitinimo modulis turi keletą pakopų. Jo elektrinis variklis gali tiekti 16 skirtingų greičių.

Jei reikia dirbti su 125–200 cm dydžio ruošiniais, Pirmenybė turėtų būti teikiama LEN 1250-2000 serijai... Šie įrenginiai turi ritininius kreipiklius. Pačiuose voluose yra labai tiksliai pagaminti riedėjimo guoliai. Klaidų sumažinimas taip pat pasiekiamas naudojant subalansuotus įrankių laikiklius. Siekiant padidinti įrangos patikimumą ir stabilumą, joje sumontuotos elektros dalys iš Siemens.

Tarp vietinių įmonių reikėtų paminėti Krasnodaro sunkiųjų staklių gamyklą. Jis vienu metu tiekia kelis vertikalių tekinimo staklių modelius. Suporto judėjimui jie yra su grūdinto plieno kreiptuvais. Dviejų stulpelių konstrukcijoje naudojama pora bokšto apkabų arba bokštelio ir gręžimo mazgų derinys. Kai kuriuose modeliuose galima naudoti aukšto slėgio skysčio aušinimą.

Stankonovo įmonės versija 1A516MF3 taip pat nusipelno dėmesio. Jo stovas tvirtinamas prie stalo varžtais (tarpiklis atlieka tarpininko vaidmenį). Ketaus skersinis elementas gaminamas liejant. Prietaisas gali apdoroti ruošinius, sveriančius iki 10 000 kg.
Suporto padavimo reguliavimas yra bepakopis.

Alternatyva – „TBS“ kompanijos produktai. Tiksliau, vieno stulpelio versijos 1512 / 1516F11 ir 1512 / 1516F3. Jie naudoja kanalus su atskirais diskais. Pagal numatytuosius nustatymus naudojami bokštelio apkabos; klientų pageidavimu yra numatyta įrengti specialius spaustukus, kurie supaprastina ratų apdirbimą.Didelis patikimumas išlaikomas dėl centralizuoto tepimo.

Pasirinkimo kriterijai
Vertikalios tekinimo staklės gali turėti didelio skersmens priekines plokštes. Jis nustato, kokio dydžio bus įranga ir ruošinių dydis. Savo ruožtu priekinės plokštės sukimosi greitis lemia sistemos efektyvumą. Kūginėms dalims gaminti reikalingi vienos kojos modeliai. Dviejų stulpelių versijos yra populiaresnės dirbant su ruošiniais, kurių skerspjūvis yra 160 cm ar didesnis.
Daugeliu atvejų metalo apdirbimo metodų pasirinkimas vaidina svarbų vaidmenį. O jų tinkamumas konkrečioje mašinoje priklauso nuo to, kiek darbiniai mazgai juda vertikaliai ir horizontaliai. Keičiant apkabos pasvirimo kampą, galima daryti įtaką gaminamų gaminių geometrijai. Kuo jis įmantresnis ir įvairesnis, tuo didesnį nukrypimo kampą suteikia dizaineriai. Taip pat svarbu atsižvelgti į kitus parametrus.


Taigi, be didžiausio ir mažiausio priekinės plokštės greičių, turėtumėte atkreipti dėmesį į gradacijų skaičių. Kuo jis didesnis, tuo tiksliau galėsite reguliuoti darbo režimą. Tačiau šio pranašumo atvirkštinė pusė yra kinematikos komplikacija. Sunkiau jį apskaičiuoti, padidėja tikimybė, kad darbo metu įvyks koks nors gedimas. Pravartu atkreipti dėmesį į įrankių dėtuvės talpą.
Jei jis pakankamai didelis, metalo apdirbimo procesas supaprastinamas. Idealiu atveju visą gamybos grandinę galite sutelkti į vieną ar daugiau to paties tipo mašinų. Renkantis CNC įrenginį, turėtumėte pagalvoti apie vykdomųjų padalinių veiksmų tikslumą. Kritinis taškas yra pasuktos priekinės plokštės fiksavimo tikslumas; bet koks jo posūkis tam tikru kampu yra nepriimtinas. Dėl įrankių keitimo efektyvumo išskiriamos mašinos su bokšteliais.















Komentaras sėkmingai išsiųstas.