Švino varžtų apžvalga

Sraigtų apžvalga yra labai svarbi įvairioms mechaninėms sistemoms ir pritaikymams. Yra tokių modifikacijų su veržle, skirta pelkių transporto priemonėms, trapecijos formos kėlimui ir tekinimo staklėms, veržle, CNC staklėms ir kitiems tipams. Jie skiriasi tvirtinimo būdais.


Kam jis reikalingas?
Sraigtas dažniausiai naudojamas staklėse, kuriose pjaunami sriegiai. Jo sukimasis virsta transliaciniu atramos judesiu dėl motininės veržlės. Norėdami valdyti sukimo greitį, tai yra, tiekimo intensyvumą, naudojama speciali dėžutė. Priekinių varžtų darbui reikalinga speciali veržlė. Modernus dizainas garantuoja tikslų dalių judėjimą.
Kalbant apie pelkėmis važinėjančių transporto priemonių sraigtus, šiuo atveju jie atlieka visiškai kitokį vaidmenį – tai liejamos irklavimo konstrukcijos. Pakabinamuose varikliuose yra tokie gaminiai. Stambūs tiekėjai savo sandėliuose paprastai turi dideles tokių dalių atsargas.
Svarbų vaidmenį atlieka ir spaustukų švininiai varžtai. Visos tokios dalys yra pagamintos iš aukštos kokybės plieno, dažnai jų apdaila atliekama naudojant tekinimo stakles.

Neįmanoma tikėtis, kad namuose gausite švino varžtą. Net jei ir galėsite įsigyti vienokio ar kitokio modelio tekinimo stakles, vis tiek prireiks kitų įrankių, specialių pjaustytuvų, leidžiančių suformuoti reikiamų dydžių ir tipų siūlus. Pagrindinis varžto vaidmuo yra išlaikyti linijinį judėjimą. Dalių dydis turi savo apribojimus, kuriuos lemia veržlės konstrukcija. Tačiau švino varžtai taip pat gali būti naudojami įvairių tipų CNC. Šios detalės vėl atlieka svarbiausią funkciją – judesio transformaciją.
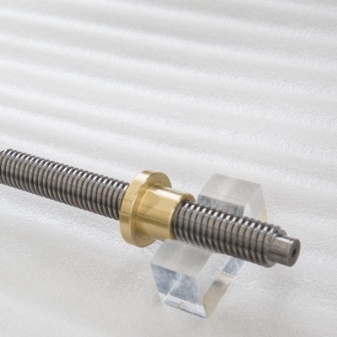
Šiuolaikinių mašinų švino varžtas gali skirtis įvairiais dizainais. Namų pavyzdžiuose kartais naudojamas srieginis strypas. Tobulesnis variantas yra „sraigtinė veržlė“. Kartais jie taip pat naudoja trapecinį varžtą, tačiau nepaisant padidėjusio stiprumo, tokio tipo raiščiai yra gana brangūs, todėl naudojami vis mažiau. Varžtas taip pat gali būti naudojamas kaip kėlimo mechanizmo dalis. Taip pat panašūs komponentai yra bendros dalys:
- sriegio pavara varžtų presu;
- kitų tipų presai;
- įvairių įrankių tiektuvai.


Tipai ir savybės
Sraigtų parametrų aprašymas tinkamas pradėti nuo to, kad jie visada naudojami kaip sudėtinė sudėtingesnės mechaninės grandinės dalis. Atskirų mechanizmų dalių judėjimo tikslumas priklauso nuo jų kokybės ir atitikties reikiamiems parametrams. Svarbiausias vertinimo kriterijus yra siūlų dalis. Daugeliu atvejų naudojami trapecijos formos pjūviai. Šis metodas leidžia pasiekti daug didesnį mechaninį stiprumą nei kitais atvejais.
Jei papildomai naudojama perskelta veržlė, bus galima atsargiai reguliuoti ašinius tarpus. Trapecijos formos siūlų paruošimas ir šlifavimas yra gana paprastas. Tačiau kai kuriose situacijose stačiakampis siūlas bus patrauklesnis. Tai leidžia sumažinti radialinį varžto nutekėjimą, todėl taip pat sumažėja nuokrypis nuo optimalaus kelio.
Toks našumas ypač vertingas tose technikos šakose, kur judesių tikslumas yra pirmoje vietoje.

Trapecinė griovelių sistema būdinga slankiojančioms pavaroms. Šiuo atveju labai praverčia nedideli profilio kampai. Dažniausiai naudojamas vidutinis pjovimo žingsnis, o maži ir dideli - specialioms užduotims atlikti. Smulkus žingsnis rekomenduojamas santykinai tiksliems ir lėtiems mechanizmams. Didelis - tais atvejais, kai yra didelė apkrova.
Šiuolaikinė staklių pramonė vis dažniau naudoja „valcavimo varžtų poras“. Ypač daug šių dalių naudojama programine įranga valdomoje įrangoje. Šiuo atveju švino varžtas derinamas su veržle. Kad jie būtų aiškiai suporuoti, naudojami specialūs rutuliai. Sraigtų pora negali pati stabdyti; jis naudojamas paverčiant sukamąjį judesį į transliacinį ir keičiant atgal.


Klasikinio tipo tvirtinimo detalėse dažniausiai naudojamas vienos pradžios sriegis. Visa tai susideda iš vienos spiralės, intervalai tarp posūkių yra griežtai vienodi. Sukant veržlę, poslinkis įvyksta griežtai apibrėžtu atstumu. Kelių paleidimo sriegis sudaromas iš dviejų ar daugiau spiralių. Vis dar laikomasi vienodo atstumo išlaikymo principo, tačiau tarp kiekvienos spiralės posūkių yra didesnis tarpas nei tarp posūkių iš skirtingų spiralių.
Įrangos, kurioje ji sumontuota, techninės charakteristikos priklauso nuo aparatūros medžiagos ir matmenų. Pavyzdžiui, domkratų atveju šis rodiklis bus bendra apkrova. Švininiams varžtams gaminti galima naudoti nitriduotą plieną:
- 40XFA;
- 30X3VA;
- 18HGT;
- 7HG2VM.

Yra tokie matmenys kaip:
- 10x1,5;
- 10x2;
- 10x3;
- 10x4;
- 10x7;
- 10x8;
- 10x12;
- 10x14 mm (ir kai kurios kitos galimybės).
Tęsiant pokalbį apie švininių varžtų matmenis, išreikštus mm, verta atkreipti dėmesį į modelį TR30x6 (kaip rodo jo pavadinimas, skerspjūvis yra 30, o pjovimo žingsnis - 6 mm). Bendras gaminio ilgis 3000 mm.
Taip pat galite rasti dizainų, kurių skersmuo:
- 160 mm;
- 20 mm;
- 8 mm (ir kai kurios kitos vertės).


Montavimo būdai
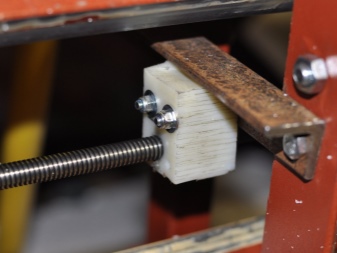
Kai kuriais atvejais konstrukcijai sustiprinti naudojami paprasti 61701 modelio guoliai arba tikslūs jų atitikmenys. Priveržimas turi būti atliekamas atsargiai, pasirenkant tarpiklius, kad jie neužstrigtų. Automobiliniai zondai naudojami tarpiklių gamybai. Trapecinis varžtas tvirtinamas guolio laikiklyje tinkamo dydžio veržlėmis. Tikslesnis ir efektyvesnis sprendimas yra galų apdirbimas.
Labai sunku atlikti tokią manipuliaciją rutuliniais varžtais – jie turi sukietėjusius paviršius. Įprastas paprasto varžto metalas, ypač dėl trapecijos formos, apdorojamas be problemų. Sunkiais atvejais naudojama teleskopinė važiuoklės tvirtinimo detalių apsauga. Paprastai jis tiekiamas kiekvienam atskiram tekinimo staklių modeliui atskirai. Pavarų dėžėse specialūs rankogaliai padeda apsaugoti švino varžtus.


Tokiems rankogaliams gaminti naudojamos kruopščiai atrinktos medžiagos, pasižyminčios padidintu atsparumu dilimui. Jei sunku apskaičiuoti ir tiksliai apdoroti reikiamų matmenų švino varžtą, turėsite naudoti specialius paruoštus rinkinius. Savarankiškai gamindami tvirtinimo detales, turėsite pagaminti ir atitinkamą veržlę. Tekinimo staklėms reikalinga dviguba veržlė, nes vieną veržlę gali labai paveikti gamybos proceso metu arba eksploatacijos metu atsiradęs tarpas.
Skylė montuojant švino varžtą ant mašinos turi būti padaryta taip, kad būtų galima toleruoti tolesnį presavimą. Kotas gali būti stumdomas. Taip, amatininkų sąlygomis gana sunku pasiekti tokį lygį (pavyzdžiui, h6 / L0), tačiau tai labai svarbu.


Priešingu atveju dėl kokybės neatitikimo atsiras nepagrįstai stiprus atsakas ir negalima pasikliauti mašinos veikimo tikslumu. Tikroji įspaudimo procedūra namuose yra visiškai įmanoma, jei naudojate šiek tiek modifikuotą guolio traukiklį.
Skylė turi būti lygi. Paviršiaus parametrai – ne blogesni už Ra 0,64. Todėl garantuotai neapsieisite be profesionalų pagalbos. Kai kuriais atvejais papildomai naudojamas sriegio sandariklis, kad būtų išvengta atsipalaidavimo.
Jei nupjauti galai yra per „siaurūs“, turėsite arba uždėti nedvigubą guolį iš abiejų pusių, arba labiau išgręžti kaklą.

Kitame vaizdo įraše jūsų laukia sūkurinis 16K20 tekinimo sraigto pjovimas.













Komentaras sėkmingai išsiųstas.