Keramzitbetonio blokelių gamybos ypatybės

Keramzitbetonio blokelių gamyba šiais laikais yra labai plačiai praktikuojama. Bet tokioje gamyboje būtina turėti specialią įrangą, stakles ir technologijas, pagrindines medžiagų proporcijas. Žinodami, kaip šiuos blokelius pasigaminti savo rankomis, žmonės gali pašalinti daugybę klaidų ir gauti kokybišką gaminį.


Reikalinga įranga
Lengvųjų užpildų betono blokelių gamyba visada prasideda nuo reikalingos įrangos paruošimo. Ji gali būti:
- pirktas;
- išnuomotas arba išnuomotas;
- pagamintas rankomis.


Svarbu: savadarbė įranga tinka tik paprasčiausioms pramonės šakoms, daugiausia jų pačių poreikiams patenkinti. Visais sudėtingesniais atvejais turėsite naudoti patentuotus vienetus. Į standartinį montavimo rinkinį įeina:
- vibracinis stalas (taip vadinasi aparatas, skirtas pradinei keramzito masei ruošti);
- betono maišyklė;
- metaliniai padėklai (tai bus gatavo gaminio formos).
Jei turite laisvų lėšų, galite įsigyti vibrokompresijos mašiną. Jis sėkmingai pakeičia tiek formavimo dalis, tiek vibracinį stalą. Be to, jums reikės paruoštos patalpos. Jame įrengtos lygios grindys ir papildoma džiovinimo zona, atskirta nuo pagrindinės gamybos vietos.
Tik tokiomis sąlygomis galima garantuoti optimalią gaminio kokybę.



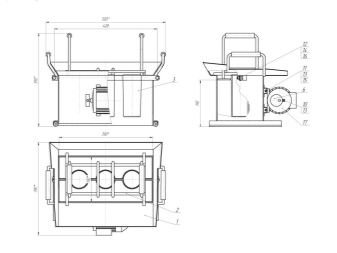
Vibraciniai stalai gali turėti labai skirtingą našumą. Išoriškai panašūs įrenginiai dažnai gali pagaminti nuo 70 iki 120 vienetų produkcijos per valandą. Buitiniam naudojimui ir net mažoms statybos įmonėms visiškai pakanka įrenginių, kurie sudaro iki 20 blokų per valandą. Verta paminėti, kad pastaraisiais dviem atvejais, užuot pirkę gatavą mašiną, jie dažnai gamina „vištą dedeklį“, ty įrenginį, kuriame yra:
- formavimo dėžė su nuimtu dugnu;
- šoninis vibracijos blokas;
- rankenos matricos išmontavimui.
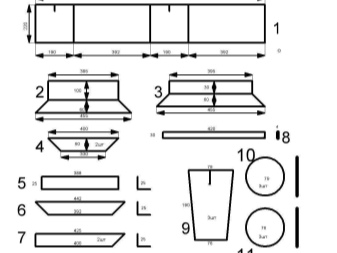
Pati matrica pagaminta iš 0,3-0,5 cm storio lakštinio metalo.Iš tokio lakšto išpjaunamas ruošinys su 50 mm rezervu, kuris reikalingas tampinimo procesui. Svarbu: suvirinimo siūlės dedamos išorėje, kad jos nepažeistų įprastos blokelių geometrijos.

Galite padidinti naminio įrenginio stabilumą suvirindami juostelę, pagamintą iš nestoro profilio vamzdžio. Perimetras dažniausiai dengiamas guminėmis plokštėmis, o kaip vibracijos šaltinis naudojami senų skalbimo mašinų varikliai su pasislinkusiais svorio centrais.
Profesionalioje kietoje versijoje naudojamos ne mažesnės kaip 125 litrų talpos betono maišyklės. Jie būtinai suteikia galingus peilius. Firminis vibracinis stalas su nenuimamomis formomis yra brangesnis, tačiau jį lengviau valdyti nei sulankstomą dizainą. Be sunkumų visos tokios įrangos operacijos gali būti beveik visiškai automatizuotos.
Be to, rimtose gamyklose jie būtinai perka serijinius liejimo padėklus ir išleidžia dešimtis tūkstančių rublių savo komplektui už visą gamybos įrangą - tačiau šios išlaidos greitai atsiperka.

Medžiagos proporcijos
Dažniausiai keramzitbetonio mišinio gamybai:
- 1 dalis cemento;
- 2 dalys smėlio;
- 3 akcijos keramzito.
Bet tai tik gairės. Profesionalai žino, kad dalių santykis gali labai skirtis.Šiuo atveju jie vadovaujasi mišinio naudojimo tikslu ir gatavo produkto stiprumu. Dažniausiai portlandcementis imamas ne blogiau nei M400 prekės ženklas. Pridėjus daugiau cemento, gatava produkcija tampa tvirtesnė, tačiau vis tiek reikia laikytis tam tikros technologinės pusiausvyros.


Kuo aukštesnė klasė, tuo mažiau cemento reikia tam tikram stiprumui pasiekti. Todėl jie visada stengiasi paimti aukščiausios kokybės portlandcementį, kad gautų kuo lengvesnius blokus.
Be formalių proporcijų stebėjimo, turėtumėte atkreipti dėmesį į naudojamo vandens kokybę. Jo pH turi būti didesnis nei 4; nenaudokite jūros vandens. Dažniausiai apsiribojama vandeniu, tinkamu gerti. Įprasta techninė, deja, gali neatitikti būtinų reikalavimų.
Mišinio užpildymui naudojamas kvarcinis smėlis ir keramzitas. Kuo daugiau keramzito, tuo geriau gatavas blokelis sulaikys šilumą ir apsaugos nuo pašalinių garsų. Būtina atsižvelgti į skirtumą tarp žvyro ir susmulkinto keramzito.
Visos šio mineralo frakcijos, kurių dalelės mažesnės nei 0,5 cm3, priskiriamos smėliui. Jo buvimas mišinyje savaime nėra trūkumas, bet griežtai normalizuojamas pagal standartą.

Gamybos technologija
Paruošimas
Prieš gamindami keramzitbetonio blokus savo rankomis namuose, turėtumėte sukurti optimalias gamybos sąlygas. Patalpa parenkama pagal mašinų dydį (atsižvelgiant į reikiamus praėjimus, komunikacijas ir kitas zonas).
Galutiniam džiovinimui lauke iš anksto įrengiamas baldakimas. Stogo dydis ir jo vieta, žinoma, nustatomi iš karto, daugiausia dėmesio skiriant gamybos poreikiams. Tik kai viskas bus paruošta, įdiegta ir sukonfigūruota, galima pradėti pagrindinę darbo dalį.


Komponentų maišymas
Pradėkite ruošdami tirpalą. Maišytuvas prikraunamas cemento ir įpilamas šiek tiek vandens. Kurią, nustato patys technologai. Visa tai minkoma keletą minučių, kol pasiekiamas visiškas vienalytis. Tik šiuo metu galite dalimis įdėti keramzitą ir smėlį, o pabaigoje - supilti likusį vandenį; aukštos kokybės tirpalas turi būti storas, tačiau išlaikyti tam tikrą plastiškumą.


Liejimo procesas
Paruošto mišinio neįmanoma perkelti tiesiai į formas. Iš pradžių pilamas į tam skirtą lovelį. Tik tada, naudojant švarius kaušinius kastuvus, keramzitbetonio ruošiniai metami į formas. Šie konteineriai patys turi gulėti ant vibracinio stalo arba būti montuojami ant mašinos su vibracine pavara. Anksčiau formų sienelės turi būti padengtos technine alyva (apdirbant), kad būtų lengviau ištraukti blokelius.
Ant grindų pilamas smulkus smėlis. Tai leidžia neįtraukti išpilstyto ar išbarstyto betono sukibimo. Formų užpildymas tirpalu turi būti atliekamas tolygiai, mažomis porcijomis. Kai tai pasiekiama, vibracinis aparatas nedelsiant paleidžiamas.
Tada ciklas nedelsiant kartojamas, kol garsumas pasiekia 100%. Jei reikia, ruošiniai iš viršaus prispaudžiami metaliniu dangteliu ir laikomi mažiausiai 24 valandas.


Džiovinimas
Kai praeina diena, blokai reikalingi:
- ištraukti;
- paskleisti lauko aikštelėje išlaikant 0,2-0,3 cm tarpą;
- džiovinkite, kol pasieks standartines prekės ženklo charakteristikas 28 dienas;
- ant įprastų metalinių padėklų – viso proceso metu blokelius apverskite (ant medinio padėklo tai nebūtina).
Tačiau kiekviename etape gali būti tam tikrų subtilybių ir niuansų, kurie nusipelno išsamios analizės. Taigi, jei keramzitbetonio reikia kuo sausesnio, vanduo pakeičiamas „Peskobeton“ ir kitais specialiais mišiniais. Medžiagos grūdinimas net naudojant vibracinį presą užtruks 1 dieną.


Norėdami savarankiškai paruošti keramzitbetonio blokus amatiniu būdu, imkitės:
- 8 akcijos keramzito žvyro;
- 2 dalys rafinuoto smulkaus smėlio;
- 225 litrai vandens kiekvienam kubiniam metrui gauto mišinio;
- dar 3 dalelės smėlio išoriniam tekstūriniam gaminių sluoksniui paruošti;
- skalbimo milteliai (siekiant pagerinti medžiagos plastikines savybes).


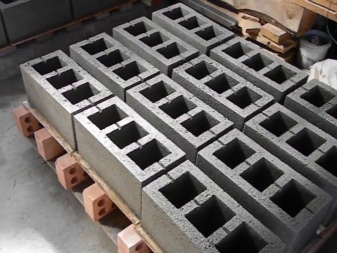
Keramzitbetonio liejimas namuose atliekamas naudojant G raidės formos lentų puses. Medžio storis neturi būti didesnis nei 2 cm. Dažniausiai tokiais atvejais gaminami populiariausi 16 kg svorio blokeliai, kurių matmenys 39x19x14 ir 19x19x14 cm. Rimtose gamybos linijose, žinoma, dydžiai gali būti daug įvairesni.
Svarbu: visiškai neįmanoma viršyti nurodyto smėlio kiekio. Tai gali lemti negrįžtamą produkto kokybės pablogėjimą. Rankinis blokelių tankinimas atliekamas švaria medine trinkele. Tuo pačiu metu vizualiai stebimas „cementinio pieno“ susidarymo procesas. Kad trinkelės greitai ir nevaldomai neprarastų drėgmės džiovinimo metu, jos turi būti padengtos polietilenu.


Žemiau esančiame vaizdo įraše rasite keramzitbetonio blokelių gamybos ypatumus.













Komentaras sėkmingai išsiųstas.